ポリテトラフルオロエチレン(PTFE)の加工には、その極度の熱感受性を管理するための積極的な冷却が最も推奨される技術です。主な方法は、加圧空気、スプレーミスト、または非芳香族の水溶性CNCクーラントです。これらは、摩擦を減らすためにドライ潤滑剤と併用されることが多いですが、過剰な潤滑を避けるよう注意が必要です。
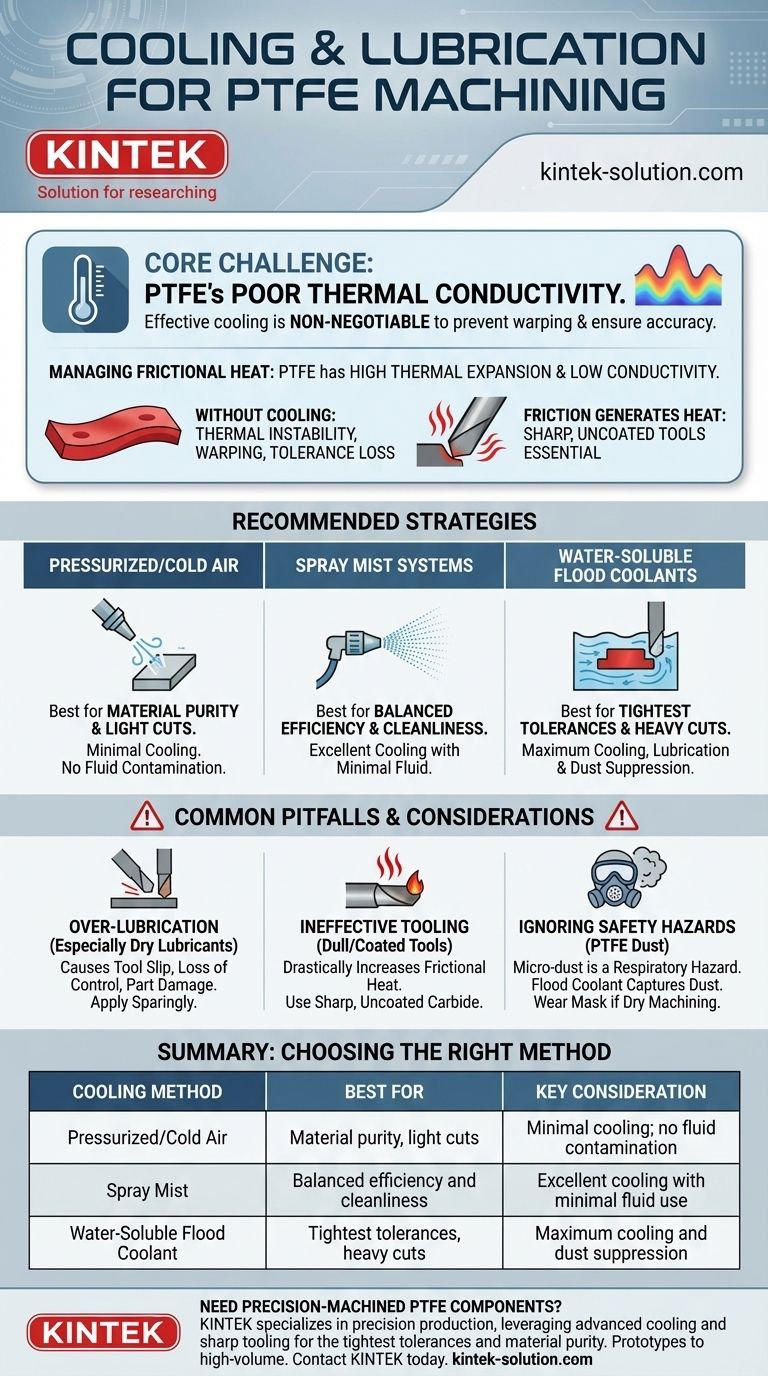
PTFE加工における中心的な課題は材料の硬さではなく、その低い熱伝導率です。したがって、効果的な冷却は熱変形を防ぎ、寸法精度を確保し、高品質の表面仕上げを達成するための主要な制御手段として不可欠です。
中心的な課題:摩擦熱の管理
PTFEの独自の特性により、切削時に発生する熱による問題に対して非常に敏感です。これを理解することが、加工成功の鍵となります。
温度管理が重要な理由
PTFEは熱膨張率が高く、熱伝導率が非常に低いです。これは、刃先で発生した熱がすぐに放散せず、材料が局所的に膨張・反りが発生することを意味します。
積極的な冷却なしでは、この熱的不安定性により、公差を厳密に維持することがほぼ不可能になり、部品を簡単に台無しにしてしまいます。
制御されない摩擦の影響
切削工具とワークピース間の摩擦は熱の主な発生源です。最初から摩擦力を低減し、熱の発生を最小限に抑えるために、鋭利で非コーティングの工具が不可欠です。
適切な冷却と潤滑は、必然的に発生する熱に直接対処し、材料の変形を防ぎます。

推奨される冷却および潤滑戦略
冷却方法の選択は、公差、仕上げ、材料の純度など、その作業の特定の要件によって異なります。
加圧空気または冷気システム
流体汚染が懸念される作業では、冷たい加圧空気を連続的に供給する方法が効果的です。これは切りくずの排出を助け、適度な冷却を提供します。
これはクリーンな方法ですが、冷却能力は最も低いため、軽度の切削や低速送り速度に最適です。
スプレーミストシステム
スプレーミストシステムは、冷却効果と清浄度の強力なバランスを提供します。水溶性クーラントを最小限の量で切削ゾーンに直接適用します。
このアプローチは非常に効率的で、少量の流体で大幅な冷却を提供するため、多目的に人気のある選択肢です。
水溶性液浸クーラント
重切削や極めて厳しい公差が要求される最も過酷な用途では、非芳香族の水溶性液浸クーラントが最も効果的な選択肢です。この方法は、最大の冷却と潤滑を提供します。
また、加工中に発生する微細なPTFE粉塵を捕捉し、吸入すると危険な場合があるため、重要な安全機能も果たします。
一般的な落とし穴と考慮事項
PTFEを扱う上での成功には、いくつかの一般的だが決定的な間違いを避けることが必要です。
過剰潤滑の危険性
潤滑は摩擦を減らすのに有益ですが、特にドライ潤滑剤を使いすぎると、切削工具が滑る原因となります。これは制御の喪失につながり、部品を損傷する可能性があります。
潤滑剤は控えめに塗布し、工具が材料に確実に食い込んでいることを確認してください。
不適切な工具
鈍い工具やコーティングされた工具を使用すると、冷却システムに関係なく摩擦熱が劇的に増加します。常に、プラスチック用に設計された、非常に鋭利で非コーティングの超硬チップ工具を使用してください。
この積極的な対策により、そもそも冷却システムが処理しなければならない熱の量を減らすことができます。
安全上の危険性の無視
PTFE加工時に発生する微細な粉塵は、深刻な呼吸器系の危険性があります。液浸クーラント下での加工が、粉塵を捕捉するため最も安全な方法です。
空気冷却でドライ加工を行う場合は、必ず適切なマスクを着用し、換気の良い場所で作業してください。
目的に合わせた適切な選択
完成品の部品で達成する必要がある主な結果に基づいて、冷却および潤滑戦略を選択してください。
- 最も厳しい公差の達成が主な焦点の場合: 最大限の熱制御と安定性のために、水溶性液浸クーラントを使用します。
- 絶対的な材料の純度の維持が主な焦点の場合: 流体汚染の可能性を避けるために、加圧冷気システムを使用します。
- 切削効率と清浄度のバランスが主な焦点の場合: スプレーミストシステムは、優れた多用途のソリューションを提供します。
熱を主要な変数として積極的に管理することにより、予測可能な精度と自信を持ってPTFEを加工できます。
要約表:
| 冷却方法 | 最適用途 | 主な考慮事項 |
|---|---|---|
| 加圧空気/冷気 | 材料の純度、軽切削 | 冷却は最小限。流体汚染なし |
| スプレーミスト | 効率と清浄度のバランス | 少量の流体で優れた冷却効果 |
| 水溶性液浸クーラント | 最も厳しい公差、重切削 | 最大の冷却と粉塵抑制 |
精密加工されたPTFE部品が必要ですか?
PTFEを正確な仕様で加工するには、その独自の熱特性を管理する専門知識が必要です。KINTEKでは、カスタムシールやライナーから複雑な実験器具に至るまで、PTFE部品の精密製造を専門としています。
当社は、最先端の冷却技術と鋭利で非コーティングの工具を活用し、すべての部品がお客様の最も厳しい公差と材料純度の最高基準を満たすことを保証します。半導体、医療、産業分野向けのプロトタイプまたは大量注文のいずれであっても、信頼性の高いパフォーマンスを提供します。
当社の専門知識をぜひご活用ください。KINTEBに今すぐお問い合わせいただき、プロジェクトの要件についてご相談ください。
ビジュアルガイド
関連製品
- カスタムPTFE製 凝還流蒸留精製システム 500ml 耐食性 低バックグラウンド
- カスタムPTFEコンデンサーチューブ 還流反応・凝縮精製装置 半導体・化学ラボ機器
- PTFE PFA 真空ろ過システム 耐食性 カスタマイズ可能 耐破損 実験装置
- 実験室化学混合用 耐食性PTFE分散ディスク 高温プロペラ撹拌パドル
- 高度な産業用途向けのカスタムPTFEテフロンボール



















