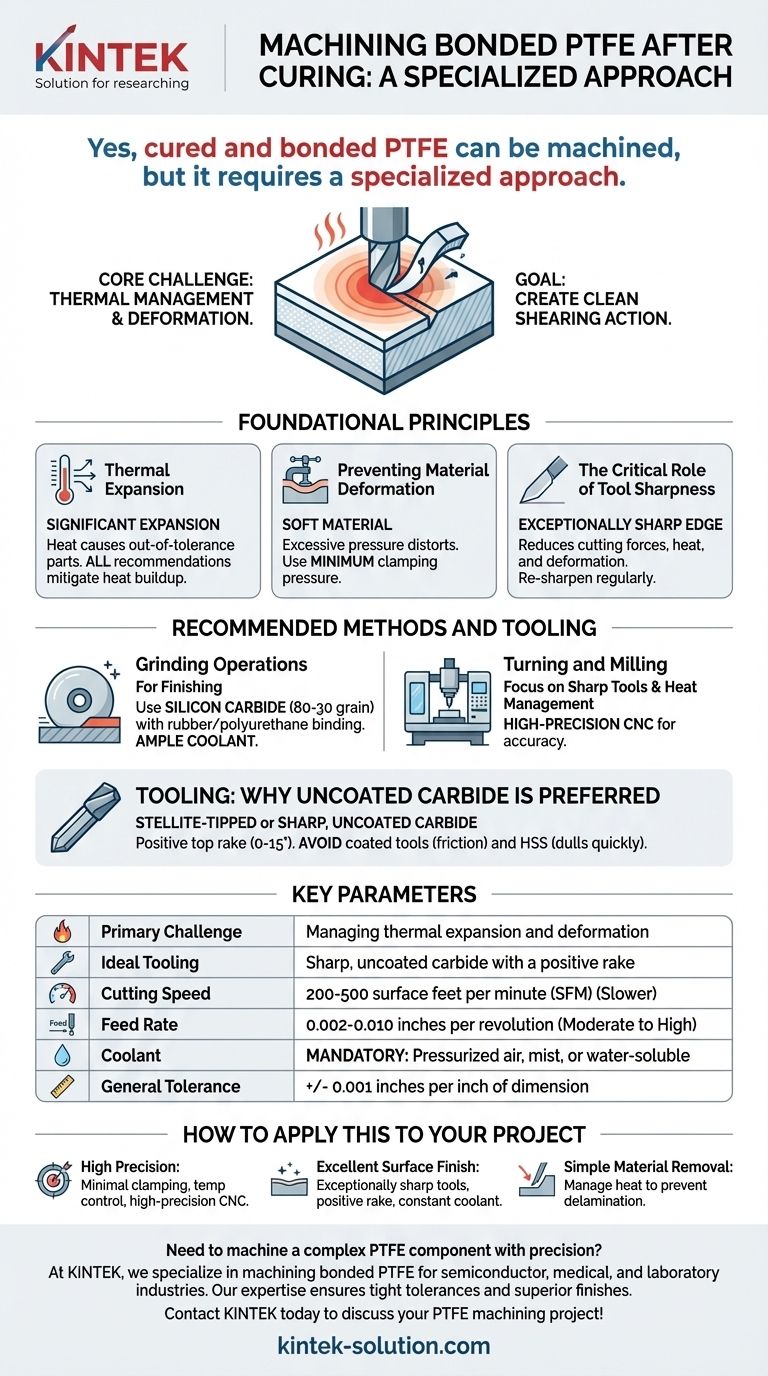
はい、硬化・接着されたPTFEは機械加工可能ですが、特殊なアプローチが必要です。成功は、研削、旋削、フライス削りなどの従来の方法を使用しつつ、高い熱膨張性や柔らかさといった材料固有の特性を管理するために工具とパラメーターを調整することにかかっています。
PTFE加工における主な課題は材料の硬さではなく、熱管理と変形です。目標は、極めてシャープな工具を使用してきれいなせん断作用を生み出し、材料をこすったり溶かしたりするのではなく、明確な切りくずを生成することです。これにより、仕上がりの悪化や寸法の不正確さが回避されます。
PTFE加工の基本原則
PTFEを効果的に加工するには、その固有の特性を制御する必要があります。これらの原則を無視することが、失敗の主な原因となります。
主な課題:熱膨張
PTFEは温度変化によって大きく膨張・収縮します。加工による摩擦で発生する熱が、切削完了前に部品を公差外にしてしまう可能性があります。
工具の選定からクーラントの使用に至るまで、以降の推奨事項はすべて、この熱の蓄積を軽減するために設計されています。
材料の変形防止
PTFEは柔らかい材料です。万力やチャックで過度のクランプ圧力をかけると、部品が容易に変形し、最終的な寸法が不正確になります。
同様に、鈍い工具や攻撃的な切削は、材料をきれいに切断するのではなく、押し付けたり変形させたりします。
工具の鋭さの重要な役割
極めてシャープな刃先は必須です。シャープな工具は切削力を低減し、それによって摩擦熱と材料の変形を最小限に抑えます。性能の低下を防ぐため、わずかな摩耗でも結果が大きく悪化するため、工具は定期的に再研磨する必要があります。

推奨される加工方法と工具
標準的な機械は使用されますが、工具とセットアップはPTFEの要求仕様に特化しています。
工具:なぜコーティングされていない超硬合金が好まれるのか
Stellite(ステライト)チップ付きまたは**シャープでコーティングされていない超硬合金工具**が理想的です。コーティングされた工具は摩擦を増大させる可能性があり、ハイス鋼(HSS)は摩耗が早すぎます。工具の**ポジティブなすくい角**(0度から15度)は、せん断作用を生み出し、切削力を低減して、よりクリーンな切断を促進するのに役立ちます。
研削加工
研削は、硬化PTFEの仕上げにおいて一般的で効果的な方法です。
ゴムまたはポリウレタン結合材を使用した**炭化ケイ素**(粒度80~30)の砥石を使用します。より微細な仕上げには、**アルミナ**砥石を使用できます。研削速度は鋳鉄に使用するものと同様とし、砥石は目詰まりしないようにし、クーラントを十分に供給します。
旋削とフライス削り
旋削とフライス削りでは、焦点はシャープな工具と熱管理にあります。高精度CNC機械は、正確で再現性のある結果を得るために必要な制御を提供します。
落とし穴と主要パラメーターの理解
成功は、競合する複数の要因のバランスにかかっています。一つでも間違えると、操作全体が損なわれる可能性があります。
速度と送り速度のバランス
切削速度と送り速度の間には繊細な関係があります。
一般的に、**切削速度は遅め**(開始範囲として毎分200~500表面フィート)にし、**送り速度は中程度から速め**(1回転あたり0.002~0.010インチ)にします。この組み合わせにより、工具が表面をこすって過度の熱を発生させるのではなく、積極的に切りくずを除去することが保証されます。送り速度が遅すぎるとこすれが発生し、速すぎると欠けが発生する可能性があります。
クーラントの重要性
十分な冷却は必須です。切削ゾーンから熱と切りくずを継続的に洗い流すために、加圧空気、ミストシステム、または水溶性クーラントを使用します。これは、切削中の熱膨張と戦うための最も直接的な方法です。
ワーク保持とクランプ圧力
ワークピースをしっかりと保持するために**必要最小限のクランプ圧力**をかけます。これにより、材料の歪みや圧縮を防ぎ、寸法の正確性が損なわれるのを防ぎます。
厳しい公差の達成
PTFE部品の一般的な公差の目安は、**寸法1インチあたり+/- 0.001インチ**です。より厳しい公差も達成可能ですが、高度に安定した強化PTFEグレードと、機械加工プロセス全体に対する細心の注意が必要です。
加工後:バリ取り
加工後、PTFEには鋭いエッジや「バリ」が残ります。これらは最終部品の性能や組み立てに影響を与える可能性があるため、シャープなナイフや専用のバリ取り工具で慎重に取り除く必要があります。
プロジェクトへの適用方法
具体的なパラメーターは、主要な目的に応じて異なります。
- **高精度と厳しい公差が主な焦点の場合:** 最小限のクランプ圧力、温度制御された環境、高精度CNC制御を優先します。
- **優れた表面仕上げが主な焦点の場合:** ポジティブなすくい角を持つ極めてシャープなコーティングされていない超硬工具と、一定のクーラント供給を重視します。
- **単純な材料除去が主な焦点の場合:** より柔軟に対応できますが、剥離を防ぐための熱管理が引き続き重要な要素となります。
結局のところ、PTFEの機械加工を成功させることは、シャープな工具と熱制御に焦点を当てることで報われる繊細なプロセスです。
要約表:
| 主要パラメーター | 推奨事項 |
|---|---|
| 主な課題 | 熱膨張と変形の管理 |
| 理想的な工具 | ポジティブなすくい角を持つシャープでコーティングされていない超硬合金 |
| 切削速度 | 毎分200~500表面フィート(SFM) |
| 送り速度 | 1回転あたり0.002~0.010インチ |
| クーラント | 加圧空気、ミスト、または水溶性クーラントが必須 |
| 一般的な公差 | 寸法1インチあたり+/- 0.001インチ |
複雑なPTFEコンポーネントを精密に加工する必要がありますか?
KINTEKでは、半導体、医療、実験室産業向けに接着PTFEの機械加工を専門としています。熱膨張の管理と特殊工具の使用に関する当社の専門知識により、お客様の部品が厳しい公差と優れた表面仕上げを満たすことが保証されます。
プロトタイプから大量生産まで、カスタム製造を提供します。PTFE加工の課題は当社に任せて、信頼性の高い高性能な部品を入手してください。
PTFE加工プロジェクトについて相談するには、今すぐKINTEKにお問い合わせください!
ビジュアルガイド
関連製品
- 習慣は実験室 ITO FTO の伝導性ガラスのクリーニングの花かごのための形成された PTFE のテフロン部品の製造業者を機械で造りました
- トレース分析用 耐食性三角フッ素樹脂容器 カスタム機械加工PTFE円錐形サンプルセル
- 高度な産業用途向けカスタム黒鉛充填PTFEロッド
- 産業およびハイテク用途向けのカスタムPTFEシーリングテープ
- 耐食性PTFE撹拌羽根およびカスタマイズ可能な歯付き分散ディスク(化学・医薬品混合用)



















