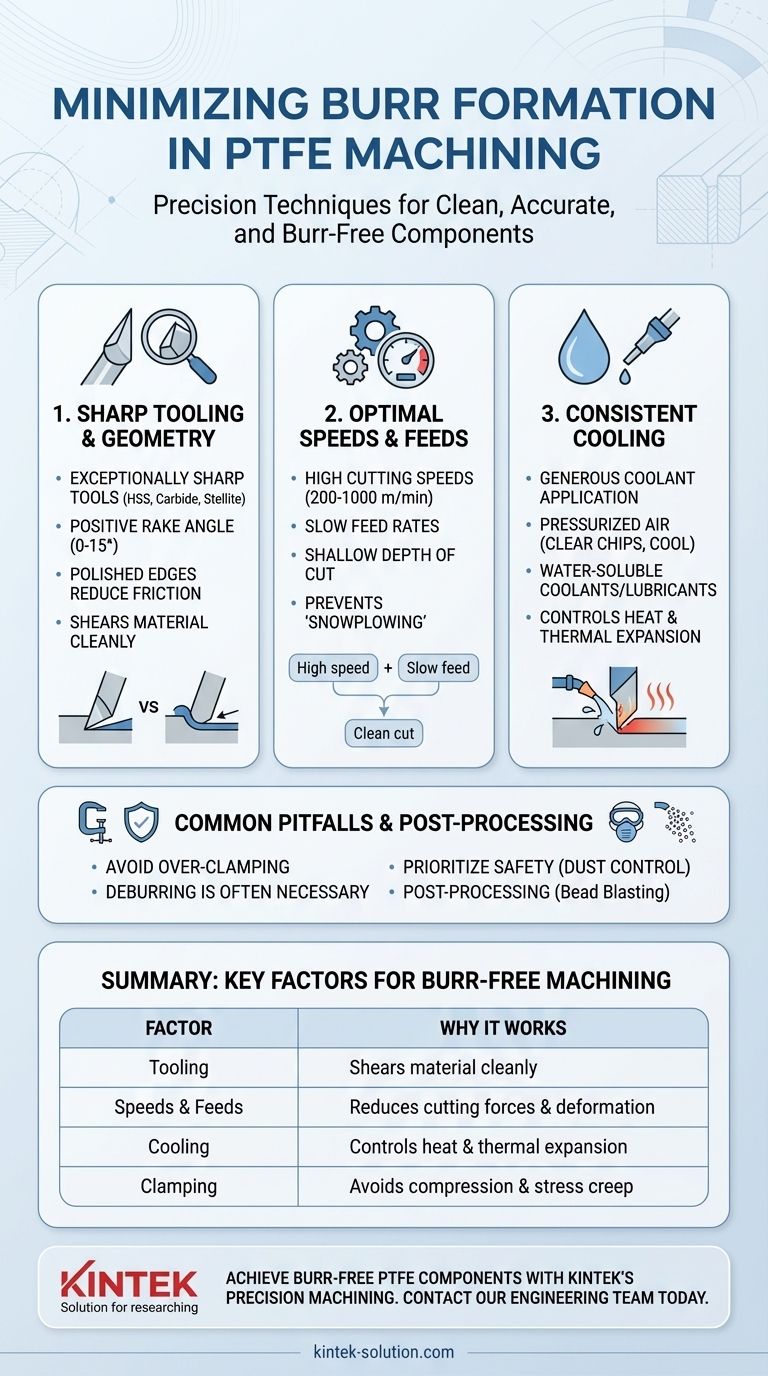
PTFE加工におけるバリの発生を効果的に最小限に抑えるには、ポジティブなすくい角を持つ極めて鋭利な工具を使用し、高速かつ低速の送り速度を組み合わせ、一貫した冷却を適用する必要があります。これら3つの要素が連携して、材料を押し引き裂くのではなくきれいにせん断することで、この柔らかい「ガミー」なポリマーでバリが発生する主な原因を解消します。
PTFE加工の核心的な課題は硬度ではなく、その柔らかさと高い熱膨張率にあります。成功は積極的な材料除去よりも、圧力と熱の下で変形しやすいという材料の性質を尊重する、洗練されたアプローチにかかっています。
PTFE特有の加工課題の理解
具体的な技術を適用する前に、なぜポリテトラフルオロエチレン(PTFE)が金属や他のプラスチックとは異なる挙動を示すのかを理解することが重要です。その特性が、バリの発生といった一般的な加工問題の根本原因となっています。
柔らかさと変形の問題
PTFEは極めて柔らかく、弾性率が低いです。硬い材料のようにきれいに欠けるのではなく、切削工具が適用されると、押し広げたり、引き伸ばしたり、引き裂いたりする傾向があります。この塑性変形が、切削エッジに沿って発生する、扱いにくいけばけばしたバリの原因となります。
高い熱膨張係数
PTFEは温度変化によって大きく膨張・収縮します。切削工具による摩擦は局所的な熱を発生させ、切削中に材料が膨張し、冷却時に収縮します。この熱的不安定性は、厳しい公差の維持を困難にし、材料が工具の周りで変形することでバリを悪化させる可能性があります。
クリープと低い剛性
この材料は「クリープ(応力緩和)」を起こしやすく、圧力をかけられた状態で保持されると時間とともにゆっくりと変形します。セットアップ時の過度のクランプ力は部品を容易に圧縮し、圧力が解放されると不正確な寸法や欠陥につながります。

バリのない加工のための基本原則
PTFEの特性に対処するには、特定かつ規律あるアプローチが必要です。以下の3つの分野に焦点を当てることで、切削品質において最も大きな改善が得られます。
工具:鋭さと形状が最も重要
最も重要な要素は切削工具そのものです。鈍い工具や不適切な形状の工具は、材料をせん断するのではなく押し出します。 ハイス鋼(HSS)または超硬合金で作られた工具を使用し、耐摩耗性に優れているためステライトチップ工具も優れた選択肢です。 切削エッジは、しばしば「カミソリのように鋭い」と言われるように、極めて鋭利で研磨されている必要があります。これにより摩擦が減少し、クリーンなせん断作用が促進されます。 ポジティブなすくい角(通常0~15度)を採用します。この形状は切りくずをワークピースから持ち上げ、切削力を大幅に低減し、材料の変形を最小限に抑えます。
速度と送り:逆説的なバランス
PTFEにとって理想的な組み合わせは、高速な切削速度と遅い送り速度です。これは直感に反するように思えるかもしれませんが、クリーンな切削には不可欠です。 高速切削(200~1000 m/min)は、材料が変形する時間を与える前に工具エッジが材料をせん断するのに十分な速さであることを保証します。 遅い送り速度は、一度に工具が材料を押し込みすぎるのを防ぎ、圧力と摩擦を低減します。これにより、PTFEを「雪かき」することなくきれいに切削する時間が生まれます。 また、切削力をさらに最小限に抑えるために、浅い切り込み深さも推奨されます。
熱管理:クーラントの役割
寸法安定性を維持し、バリを低減するためには、熱の制御は譲れません。 クーラントを十分に塗布することが極めて重要です。加圧空気は、切りくずを排出し、化学的な相互作用なしにいくらかの冷却を提供するため、しばしば効果的です。 より集中的な作業には、水溶性クーラントまたは潤滑剤が熱を放散し、材料の膨張を防ぐのに非常に効果的です。
一般的な落とし穴と後処理
完璧な技術を用いても、PTFEの性質上、継続的な注意を必要とする持続的な課題が存在します。
過剰なクランプの危険性
PTFEには金属と同じクランプ圧力を絶対に使用してはいけません。部品を固定するのに十分な力だけを使用してください。締めすぎると材料が圧縮され、固定具から解放されたときに不正確な最終部品になります。
バリ取りの必然性
適切な技術でバリは最小限に抑えられますが、完全になくすことはできないかもしれません。バリ取り工程を計画してください。鋭い刃物や特殊なバリ取り工具で、残りの材料を注意深く除去できます。大規模な部品で優れた仕上げを得るためには、ビードブラストのような後処理方法が効果的です。
安全性に関する重要な注意点
PTFEの加工は、吸入すると有害な微細な粉塵粒子を発生させます。必ず換気の良い場所で作業し、粉塵を抑制するためにクーラントを使用し、マスクを含む適切な個人用保護具を着用してください。
目標に応じた適切な選択
あなたの主な目的によって、プロセスのどの側面に優先順位を置くべきかが決まります。
- 絶対的に最高の表面仕上げが主な焦点の場合: カミソリのように鋭く研磨されたポジティブすくい角の工具と、非常に軽く遅い仕上げパスを優先します。
- 厳しい寸法公差の維持が主な焦点の場合: 継続的なクーラントによる積極的な熱管理と、クランプ圧力の細心の注意を払った制御に集中します。
- 生産効率が主な焦点の場合: 実行全体を通じて品質の低下を防ぐため、エッジが定期的に再研磨または交換されるように、厳格な工具メンテナンススケジュールを実施します。
結局のところ、PTFEをその特有の挙動に対する深い理解をもって精密に扱うことが、クリーンで正確、かつバリのない結果を達成するための鍵となります。
要約表:
| 主要因 | 推奨される実践 | 作用の理由 |
|---|---|---|
| 工具 | カミソリのように鋭く、ポジティブなすくい角の工具(HSS、超硬合金) | 材料を押し引き裂くのではなく、きれいにせん断する |
| 速度と送り | 高速切削(200~1000 m/min)、低送り速度 | 切削力を低減し、材料の変形を防ぐ |
| 冷却 | 十分なクーラントまたは加圧空気の適用 | 熱を制御し、熱膨張と膨潤を防ぐ |
| クランプ | 最小限の穏やかな圧力 | 材料の圧縮とクリープを防ぐ |
KINTEKの精密加工によるバリのないPTFE部品の実現
PTFE部品のバリや寸法不安定性に苦労していませんか?上記で概説した技術は、当社の製造プロセスの核心です。KINTEKでは、半導体、医療、産業分野向けに、カスタムシールやライナーから複雑な実験器具に至るまで、高精度PTFE部品の加工を専門としています。
お客様の用途には完璧な性能が求められることを当社は理解しています。当社の専門知識をぜひご活用ください。
- 精度保証: 当社は最先端の設備と厳格なプロトコルを利用して、すべての部品がお客様の正確な仕様を満たすことを保証します。
- カスタム製造: 迅速な試作品から大量生産まで、一貫したバリのない品質をお届けします。
- 材料の専門知識: お客様が苦労することなくPTFE特有の課題を乗りこなし、時間と部品の信頼性を節約します。
優れたPTFE部品の準備はできましたか? 当社のエンジニアリングチームに今すぐお問い合わせ、プロジェクトの要件についてご相談ください。
ビジュアルガイド
関連製品
- 習慣は実験室 ITO FTO の伝導性ガラスのクリーニングの花かごのための形成された PTFE のテフロン部品の製造業者を機械で造りました
- トレース分析用 耐食性三角フッ素樹脂容器 カスタム機械加工PTFE円錐形サンプルセル
- テフロン部品とPTFEピンセットのためのカスタムPTFE部品メーカー
- テフロン容器およびコンポーネントのためのカスタムPTFE部品メーカー
- 耐食性PTFE撹拌インペラおよびカスタマイズ可能なポリテトラフルオロエチレン分散ディスク



















