PTFE加工時のバリの発生を低減するには、ポジティブなすくい角を持つ極めて鋭利な切削工具を使用し、適切な速度とクーラントで熱を管理し、軽い切削圧力を使用する必要があります。PTFEは柔らかく、熱や応力で容易に変形するため、目標は材料を押し出すのではなく、きれいにせん断することです。
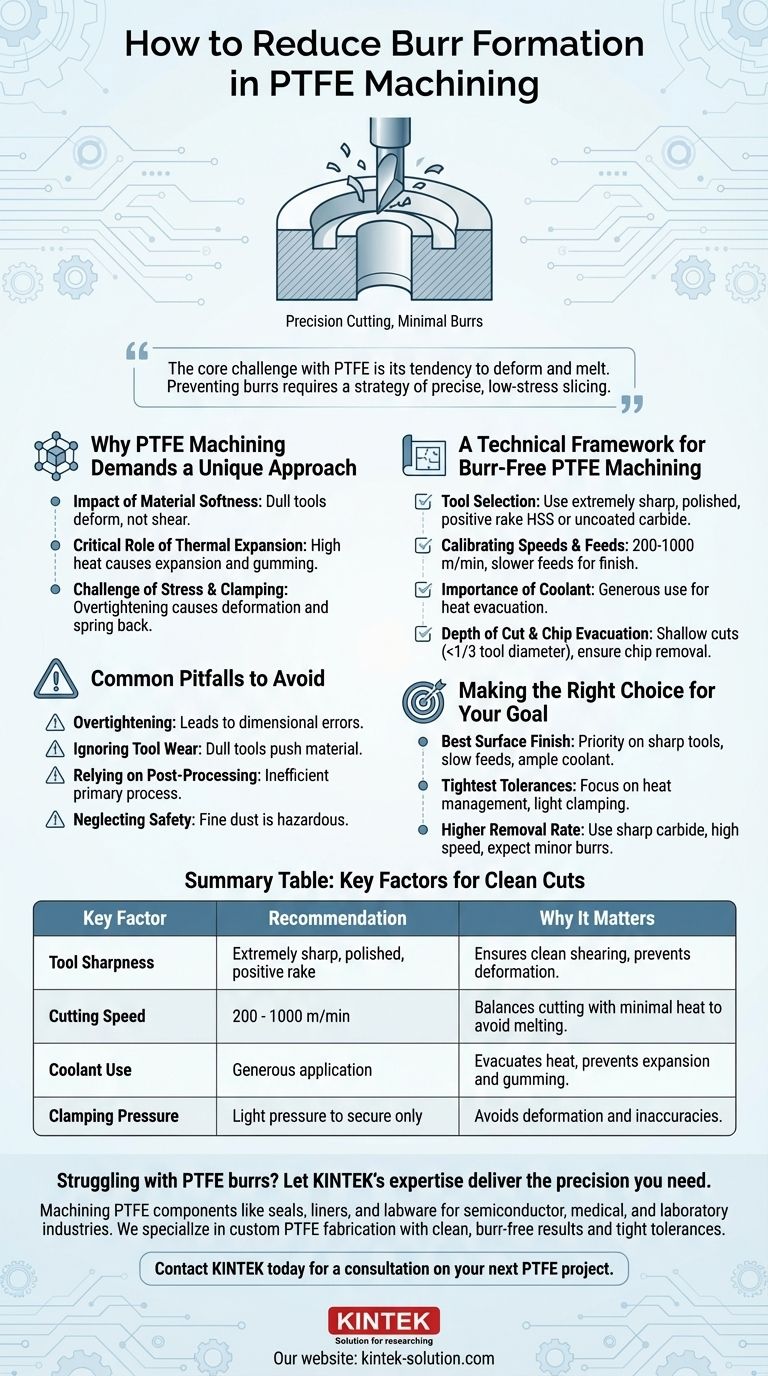
PTFEの核となる課題は、金属のようにチップ化するのではなく、変形したり溶けたりする傾向があることです。バリを防ぐには、積極的な材料除去から、材料固有の柔らかさと高い熱膨張を考慮した、精密で低応力なスライシング戦略へと考え方を切り替える必要があります。
PTFE加工が独自の工法を必要とする理由
ポリテトラフルオロエチレン(PTFE)は一般的なプラスチックではありません。その独自の特性により切削は容易ですが、きれいに正確に切削するのは困難です。これらの特性を理解することが、バリを除去するための第一歩です。
材料の柔らかさの影響
PTFEは密度が低く、非常に柔らかいです。鈍い工具の刃先では材料はせん断されず、単に押し出されるだけで、変形や伸びを引き起こします。この塑性変形がバリの主な原因となります。
熱膨張の重要な役割
PTFEはポリマーの中で最も熱膨張係数が高いものの一つです。切削摩擦によって発生するわずかな熱でさえ、材料は大きく膨張します。これは寸法精度の狂いを引き起こし、材料が工具にまとわりつく原因となり、仕上がりが悪くなります。
応力とクランプの課題
この材料は、圧力下で応力クリープや変形を起こしやすいです。万力やクランプを締めすぎると、部品が圧縮されます。切削が終わり圧力が解放されると、材料は元に戻り、寸法精度が狂い、しばしばエッジにバリが発生します。

バリのないPTFE加工のための技術的フレームワーク
クリーンな仕上がりを実現するには、工具、パラメーター、ワーク保持の慎重な制御が必要です。熱的および機械的応力を最小限に抑えるために、各要素を最適化する必要があります。
工具の選択は譲れない
バリに対する主な防御策は切削工具そのものです。**極めて鋭利で研磨された工具のみを使用してください**。研磨され、鏡面仕上げの刃先は、最小限の圧力で材料を切り裂きます。
HSS(ハイス)または未コーティングの超硬工具が効果的です。ジオメトリは、クリーンなせん断作用を促進するために、高いポジティブすくい角を持つべきです。
速度と送りの調整
速度を調整して、2つの異なる問題(遅すぎると工具が材料を「耕す」ようになり、速すぎると溶融を引き起こす過剰な熱が発生する)を避ける必要があります。
**切削速度は 200~1000 m/min**に維持します。最良の表面仕上げのためには、切削力を減らし制御を改善するために、**遅い送り速度**を使用してください。
クーラントの重要性
十分な量のクーラントを塗布することが不可欠です。その主な役割は潤滑ではなく、**熱の除去**です。ワークピースと工具を冷たく保つことで、熱膨張を防ぎ、切削点でPTFEがベタつくのを防ぎます。
切り込み深さと切りくず排出
**浅い切り込み深さ**を使用します。良い目安は、工具径の3分の1を超えないことです。これにより、材料にかかる切削力が最小限に抑えられ、変形が減少します。
適切な切りくず排出も、再切削(より多くの熱を発生させ、表面仕上げを損なう)を防ぐために不可欠です。
避けるべき一般的な落とし穴
適切なセットアップであっても、一般的なミスが結果を損なう可能性があります。それらを認識しておくことは、一貫した成功のために極めて重要です。
ワークピースの締めすぎ
これは寸法誤差の最も一般的な発生源です。切削のために部品を保持するのに十分な強さでのみ固定する必要があります。過剰なクランプ圧力をかけると材料が変形し、解放されたときに不正確な部品につながります。
工具摩耗の無視
工具の鋭いエッジは、どの材料を切削する場合でもすぐに鈍くなります。PTFEの場合、わずかに摩耗した工具でさえ、切削する代わりに材料を押し始めます。工具を頻繁に点検し、摩耗の兆候が見られたらすぐに交換または再研磨してください。
事後処理への依存
ビードブラストやマイクロポリッシングなどの技術は、後でバリを除去できますが、これらは二次的なステップと見なされるべきです。これらを主要な解決策として頼りにすることは、コアとなる加工プロセスが最適化されていないことを意味し、時間と部品公差に影響を与える可能性があります。
安全の軽視
加工中に微細なPTFE粉塵が発生する可能性があります。吸入すると健康被害を引き起こします。必ず換気の良い場所で作業し、クーラントを使用して粉塵を抑制するか、適切なマスクを着用してください。
目標に応じた適切な選択
特定の戦略は、部品の最終的な優先順位によってわずかに異なる場合があります。
- 最高の表面仕上げが主な焦点である場合:極めて鋭利で研磨された工具、遅い送り速度、十分なクーラントの使用を優先します。
- 最も厳しい公差の維持が主な焦点である場合:クーラントによる熱管理に集中し、部品の変形を避けるために可能な限り軽いクランプ圧力をかけます。
- 高い材料除去率が主な焦点である場合:推奨速度範囲の上限で鋭利な超硬工具を使用しますが、仕上げ加工または軽いバリ取りが必要になる可能性のある軽微なバリが発生する可能性があることを覚悟してください。
結局のところ、PTFE加工をマスターすることは、それを精密かつ繊細に扱い、すべての切削がきれいにスライスされるようにすることを意味します。
要約表:
| 主要因 | 推奨事項 | 重要性 |
|---|---|---|
| 工具の鋭さ | ポジティブすくい角を持つ極めて鋭利で研磨された工具 | 材料を押し出すのではなく、きれいにせん断することを保証し、変形を防ぐ。 |
| 切削速度 | 200 - 1000 m/min | 効率的な切削と最小限の熱発生のバランスを取り、溶融を防ぐ。 |
| クーラントの使用 | 熱除去のための十分な塗布 | 熱膨張と材料のベタつきを防ぐ。 |
| クランプ圧力 | 部品を固定するためだけの軽い圧力 | 解放時に不正確さやバリにつながる部品の変形を避ける。 |
PTFEのバリでお困りですか?KINTEKの専門知識で必要な精度を実現しましょう。
半導体、医療、研究室産業向けにシール、ライナー、ラボウェアなどのPTFE部品を加工するには、材料の特性に対する深い理解が必要です。KINTEKでは、クリーンでバリのない結果と厳しい公差を優先する技術を用いて、プロトタイプから大量注文まで、カスタムPTFE加工を専門としています。
当社のチームは、鋭利な工具、正確なパラメーター、細心の注意を払った熱管理を活用し、お客様の部品が最高の基準を満たすことを保証します。バリとの戦いをやめ、信頼できる性能の達成を始めましょう。
次のPTFEプロジェクトに関するご相談は、今すぐKINTEKにお問い合わせください。
ビジュアルガイド
関連製品
- カスタムPTFEろ過システム 耐酸性 高純度 半導体グレード 化学プロセス用フィルター
- 化学貯蔵ドラムおよび流体移送システム用の高耐食性PTFE蛇口ポリテトラフルオロエチレンバルブ カスタマイズ可能な産業用グレード
- PTFE PFA 真空ろ過システム 耐食性 カスタマイズ可能 耐破損 実験装置
- PFAバルブ接続と一体型篩板を備えたPTFE耐腐蝕性フィルター
- 高温耐薬品性 50ml PTFEシリンジ カスタマイズ可能 テフロン製 インジェクター ねじ込み式シール付き 微量分析用



















