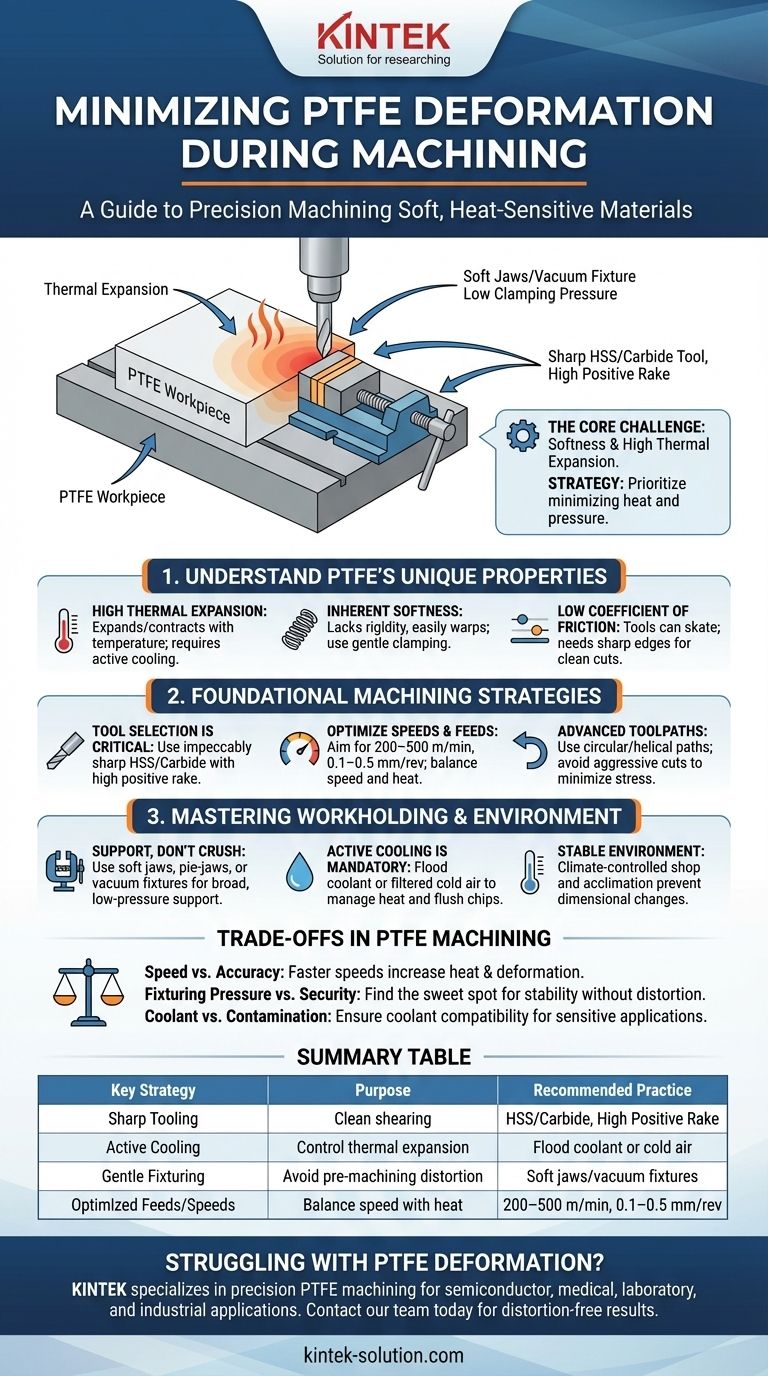
PTFEの加工時の変形を最小限に抑えるには、極めて鋭利な工具を使用し、クーラントで熱を管理し、過度のクランプ圧力なしに広範な支持を提供する固定具でワークピースを固定する必要があります。鍵となるのは、材料の固有の柔らかさと高い熱膨張率が熱や機械的ストレス下での歪みを引き起こしやすいため、材料を繊細に扱うことです。
PTFE加工における中心的な課題は、その硬さではなく、柔らかさと高い熱膨張率です。成功は、クランプ、切削から最終パスに至るまで、すべての段階で熱と圧力を最小限に抑える戦略にかかっています。
PTFE特有の加工課題の理解
解決策を適用する前に、材料の特性を理解することが不可欠です。PTFEの独自の特性こそが、それが有用であると同時に正確な加工が難しい理由です。
高い熱膨張率
PTFEは温度変化によって大きく膨張・収縮します。切削中に発生する熱は材料を変形させ、冷却後に不正確な寸法につながる可能性があります。
この特性により、タイトな公差を維持するためには、積極的な冷却が最良の方法であるだけでなく、必須となります。
固有の柔らかさと剛性の欠如
金属とは異なり、PTFEは剛性に欠け、容易に圧縮されたり歪んだりします。標準的な万力による過度のクランプ圧力は、最初の切削が行われる前にワークピースを歪ませてしまいます。
この柔らかさは、特に工具が鈍っている場合、材料がきれいな切りくずを出すのではなく、切削工具から「押し離される」可能性があることも意味します。
低い摩擦係数
最終用途では有益ですが、PTFEの滑りやすさは、工具が極めて鋭利でない場合、工具が滑ったり擦れたりして、きれいな切りくずを出す代わりに摩擦と熱を発生させる可能性があることを意味します。

基本的な加工戦略
変形を制御するには、工具、機械設定、切削戦略に対処する体系的なアプローチが必要です。
工具選択の重要な役割
切削工具は完璧に鋭利でなければなりません。鈍い刃先は材料を押しつぶし、熱とストレスを発生させ、きれいにせん断しません。
高い正のすくい角と鋭く研磨された切削エッジを持つハイス鋼(HSS)または超硬工具は、きれいなスライス動作を生み出すのに理想的です。
送り速度と回転速度の最適化
PTFEは高速で切削できますが、目標は速度と発熱のバランスを取ることです。高速すぎると材料が溶けたり変形したりする原因となります。
切削速度を200〜500 m/min、送り速度を0.1〜0.5 mm/revに設定することを目指します。常に控えめに開始し、切削品質と切りくずの形成に基づいて調整してください。
高度な工具経路の考慮事項
工具が材料をどのように移動するかは、その速度と同じくらい重要です。部品に大きなストレスをかける、アグレッシブで全幅の切削は避けてください。
振動を最小限に抑え、より均一な材料除去を確実にするために、円形またはヘリカル工具経路を使用します。薄いセクションの場合は、1回の深い切削ではなく、複数の浅いパスを使用します。
ワーク保持と環境制御の習得
ワークピースをどのように保持し、周囲の環境をどのように管理するかは、成功した部品と失敗した部品を分ける決定的な要因となることがよくあります。
「押しつぶさずに支持する」の原則
PTFEを固定する主な目的は、最小限のクランプ圧力で最大限の支持を提供することです。
標準的なチャックや万力は不適切な場合が多いです。代わりに、歪みを引き起こすことなく保持力をより広い表面積に分散させるために、カスタム成形されたソフトジョー、パイジョー、または真空固定具を使用します。
積極的な冷却の必要性
熱膨張を管理するためにはクーラントが必須です。切削エッジに向けられた安定したクーラントの洪水は熱を運び去り、ワークピースを安定させ、切りくずを排出するのに役立ちます。
高純度を必要とする用途では、ろ過された空気も効果的なクーラントとして機能します。
安定した環境の維持
PTFEは温度に非常に敏感であるため、温度管理された環境で加工することで、プロセス全体を通して寸法の安定性を確保するのに役立ちます。
加工前に材料を作業場の温度に順応させ、操作中のサイズ変化を防ぎます。
トレードオフの理解
PTFE加工におけるすべての決定は、競合する要因のバランスを取ることを伴います。これらのトレードオフを認識することが、信頼できるプロセスを開発するための鍵となります。
速度 対 寸法精度
切削速度を上げてサイクルタイムを追求すると、ほぼ間違いなく熱が発生します。これは熱膨張により寸法精度を直接損ないます。タイトな公差の作業では、より冷たく、より遅い切削を優先します。
固定圧力 対 安全性
これはワーク保持における中心的なジレンマです。圧力が低すぎると、切削中に部品がずれたり振動したりして、仕上がりが台無しになります。圧力が強すぎると、加工を始める前に部品が歪んでしまいます。これが、特殊な全面接触固定具が非常に効果的である理由です。
クーラントの使用 対 部品汚染
熱制御のためにクーラントは不可欠ですが、クーラントの種類は、医療、食品、電子産業で使用される部品にとって問題となる場合があります。これらの場合、クーラントの適合性を確認するか、清潔で冷たい空気を使用する必要がある場合があります。
目標に合った正しい選択をする
あなたの特定の目的があなたの加工戦略を導くべきです。
- 主な焦点が最大の寸法精度である場合: 部品が熱的に安定した状態を保つために、積極的な冷却と控えめな速度と送り速度を優先します。
- 主な焦点が高品質の表面仕上げである場合: 切削工具が完全に鋭利で高い正のすくい角を持っていることを確認し、材料のたわみをきれいにするために軽い最終的な「スプリングパス」を使用します。
- 主な焦点が薄肉部品またはデリケートな部品の加工である場合: 特殊な真空固定具またはカスタム鋳造固定具を使用し、ヘリカル補間などの切削力を最小限に抑える工具経路を採用します。
結局のところ、PTFE加工の成功は制御の規律であり、熱と圧力を管理することが精度を達成するための鍵となります。
要約表:
| 主要戦略 | 目的 | 推奨される実践 |
|---|---|---|
| 鋭利な工具 | きれいなせん断、最小限の摩擦 | 高い正のすくい角を持つHSS/超硬工具を使用 |
| 積極的な冷却 | 熱膨張の制御 | 切削箇所に向けられたクーラントまたは冷気の噴流 |
| 穏やかな固定 | 加工前の歪みの回避 | ソフトジョー、パイジョー、または真空固定具を使用 |
| 最適化された送り速度/回転速度 | 速度と発熱のバランス | 速度 200–500 m/min、送り速度 0.1–0.5 mm/rev |
コンポーネントでのPTFEの変形にお困りですか? KINTEKは、半導体、医療、実験室、産業用途向けの精密PTFE加工を専門としています。プロトタイプから大量生産に至るまでのカスタム加工に関する当社の専門知識により、お客様の部品は妥協なく正確な公差を満たします。歪みのない結果を達成するために、お客様のプロジェクト要件について話し合うために、今すぐ当社のチームにお問い合わせください。
ビジュアルガイド
関連製品
- トレース分析用 耐食性三角フッ素樹脂容器 カスタム機械加工PTFE円錐形サンプルセル
- 習慣は実験室 ITO FTO の伝導性ガラスのクリーニングの花かごのための形成された PTFE のテフロン部品の製造業者を機械で造りました
- 特注PTFE製実験装置 耐食性 低バックグラウンド反応セル 精密CNC加工
- テフロン部品とPTFEピンセットのためのカスタムPTFE部品メーカー
- PM2.5分析用 セラミックブレード搭載 高純度PTFE製フィルターメンブレンカッター カスタマイズ対応 実験用ろ紙分割装置



















