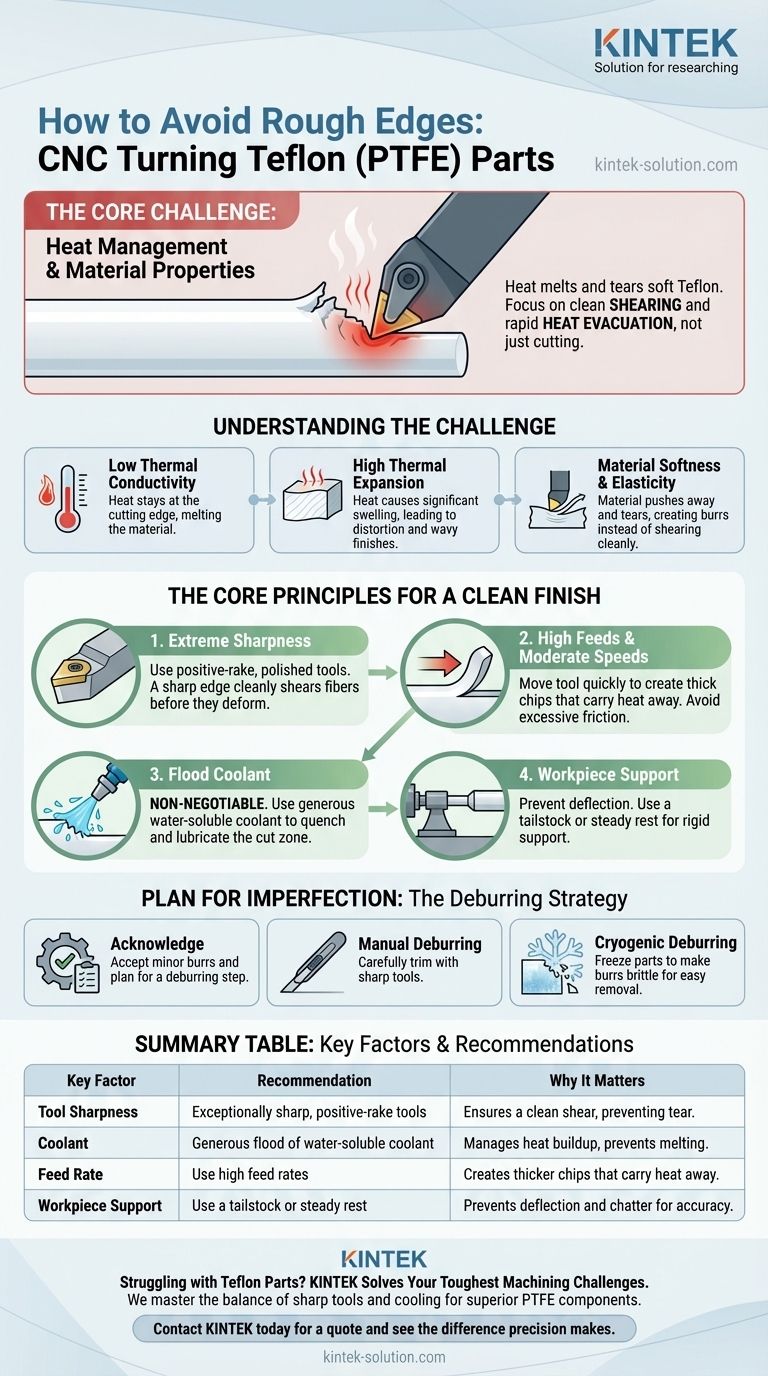
CNCでテフロンを旋削する際に荒れたエッジを防ぐには、非常に鋭利でプラスのすくい角を持つ切削工具を使用し、たっぷりのクーラントを適用し、熱の蓄積を最小限に抑えるために高い送り速度を使用する必要があります。テフロンは柔らかく熱伝導率が低いため、熱が切削刃に集中し、きれいにせん断されるのではなく材料が溶けて引き裂かれる原因となり、これがバリの主な発生源となります。
テフロン(PTFE)の核心的な課題は硬度ではなく、圧力と熱の下で変形し溶ける傾向があることです。あなたの戦略は、材料をきれいにせん断し、熱を可能な限り急速に排出することに焦点を当てる必要があり、金属とは根本的に異なる扱いをしなければなりません。

課題の理解:なぜテフロンはバリを発生させるのか
テフロンを効果的に加工するには、まずその独自の特性を理解する必要があります。材料の柔らかさ、高い熱膨張率、低い熱伝導率が組み合わさることで、荒れたエッジやバリが発生しやすい特異な性質を持っています。
低い熱伝導率
テフロンは優れた絶縁体であり、熱をうまく伝達しません。加工中、摩擦によって発生した熱はワークピース全体に拡散することなく、工具の切削刃に集中したままになります。この局所的な熱により材料はすぐに溶け、きれいな切りくずを形成するのではなく、スマージング(塗り広げられたような状態)になります。
高い熱膨張率
その集中した熱が加わると、テフロンは大きく膨張します。これにより、切削中に材料が膨張して歪み、寸法精度が狂い、切削工具との接触が予測不能になり、結果として荒れたり波打ったような仕上がりになります。
材料の柔らかさと弾性
工具を当てたときにきれいにせん断される金属とは異なり、テフロンは押しやられ、伸びたり、引き裂かれたりする傾向があります。わずかに鈍い工具でさえ、切削する前に材料を変形させ、シャープな角ではなく、盛り上がったバリやほつれた、毛羽立ったエッジを作り出します。
きれいな仕上げのための基本原則
旋削されたテフロン部品で滑らかな表面を実現するには、材料の特性に直接対抗する戦術的なアプローチが必要です。焦点は常に、きれいなせん断と積極的な熱管理にあります。
工具が最重要:極度の鋭利さを使用する
切削工具は最も重要な要素です。プラスチックまたはアルミニウム専用に設計されたインサートを使用してください。これらは非常に鋭利で研磨された切削刃と高いプラスのすくい角を持っています。鋭いエッジは、ポリマー繊維が変形したり引き裂かれたりする前に、きれいにせん断します。
送り速度と回転速度:材料を素早く動かす
逆説的に聞こえるかもしれませんが、高い送り速度はしばしば有益です。より速い送り速度は工具を確実に材料の中を移動させ、ワークピースから熱を運び去るより厚い切りくずを生成します。これに中程度の周速を組み合わせることで、そもそも過度の摩擦熱が発生するのを防ぎます。
クーラントの役割:切削ゾーンに流し込む
効果的な冷却は譲れません。切削刃に正確に向けられた**水溶性クーラントを惜しみなく流し込み**ます。クーラントは2つの目的を果たします。切削を潤滑して摩擦を減らすこと、そしてより重要なことに、材料が溶けたり熱膨張したりするのを防ぐために即座に焼き入れを行うことです。
ワークピースのサポート:たわみを防ぐ
その柔らかさから、長尺または細いテフロンのワークピースは工具の圧力で容易に曲がったりたわんだりします。このたわみは、びびり、一貫性のない切削、そして悪い表面仕上げにつながります。切削工具と反対側で剛性のあるサポートを提供するために、必ず**心押し台またはセンターサポート**を使用してください。
不完全性を計画する:バリ取り戦略
最適な技術を用いたとしても、完全にバリのないテフロン部品を製造することは非常に困難な場合があります。プロフェッショナルなアプローチには、最初からバリ取りプロセスを計画に含めることが含まれます。
避けられないことを認識する
軽微なバリやわずかに盛り上がったエッジが一般的な結果であることを受け入れてください。このことを念頭に置いて部品を設計し、ワークフローにバリ取りステップを組み込むことで、時間とフラストレーションを軽減できます。
手動バリ取り
最も一般的な方法は、新しい鋭利なカッターナイフまたは専用のバリ取り工具でバリを注意深くトリミングすることです。これには、完成した表面を傷つけないようにするためのしっかりした手つきが必要です。
高度な技術:極低温バリ取り
大量生産または高精度部品の場合、**加工した部品を凍結させる**ことは非常に効果的な技術です。温度を下げることでテフロンが脆くなり、部品の最終寸法に影響を与えることなく、バリをきれいに折るか振動させて除去できます。
プロセスに合った正しい選択をする
あなたの具体的なアプローチは、表面仕上げ、寸法公差、または生産効率のいずれを主な目的とするかに合わせて調整する必要があります。
- 最高の表面仕上げが主な焦点の場合: 非常に鋭利でプラスのすくい角を持つ工具と、切削部に直接向けられた大容量のクーラントの洪水を優先します。
- 寸法精度が主な焦点の場合: 心押し台による剛性の高いワークピースサポートを重視し、工具の圧力とたわみを最小限に抑えるために、軽い鋭利な仕上げパスを使用します。
- 生産効率が主な焦点の場合: 軽微なバリが発生する可能性があることを受け入れ、手動トリミングや極低温処理などの二次的なバリ取りプロセスをワークフローに統合します。
テフロンを独自の熱的および機械的課題として扱うことにより、クリーンで正確、機能的なコンポーネントを一貫して製造することができます。
要約表:
| 主要因 | 推奨事項 | 重要性 |
|---|---|---|
| 工具の鋭利さ | 極度に鋭利なプラスのすくい角を持つ工具 | 材料の引き裂きや変形を防ぎ、きれいなせん断を保証する。 |
| クーラント | 水溶性クーラントを惜しみなく流し込む | 熱の蓄積(溶融とバリの主な原因)を管理する。 |
| 送り速度 | 高い送り速度を使用する | ワークピースから熱を運び去るより厚い切りくずを生成する。 |
| ワークピースのサポート | 心押し台またはセンターサポートを使用する | たわみとびびりを防ぎ、一貫性のある正確な切削を実現する。 |
荒れたテフロン部品でお困りですか? KINTEKが最も困難な加工課題を解決します
クリーンでバリのないテフロン(PTFE)コンポーネントの製造には、専門的な知識と精密な工具が必要です。KINTEKは、半導体、医療、産業分野向けに高性能PTFEシール、ライナー、ラボウェアを製造しています。私たちは、鋭利な工具、積極的な冷却、最適な速度のデリケートなバランスをマスターし、優れた仕上げと厳しい公差を実現します。
あなたのプロジェクトに私たちの専門知識を適用させてください。カスタムプロトタイプから大量生産まで、PTFE部品が初回で完璧に加工されることを保証します。
KINTEKに今すぐお問い合わせで見積もりを取り、精密さがもたらす違いを実感してください。
ビジュアルガイド
関連製品
- テフロン部品とPTFEピンセットのためのカスタムPTFE部品メーカー
- 習慣は実験室 ITO FTO の伝導性ガラスのクリーニングの花かごのための形成された PTFE のテフロン部品の製造業者を機械で造りました
- テフロン容器およびコンポーネントのためのカスタムPTFE部品メーカー
- 石油化学処理用高温テフロン連続反応システムおよびHF耐性三首フラスコ
- 高度な産業用途向けカスタマイズ可能なPTFEロッド



















