CNC加工されたPTFEで厳しい公差を達成するには、材料固有の不安定性を管理するプロセスが必要です。これには、極めて鋭い工具、熱を最小限に抑えるための最適化された切削パラメーター、丁寧なワーク保持、そして内部応力を緩和するための機械加工後の焼鈍処理などの安定化技術の組み合わせが必要です。
中心的な課題はPTFEを切削することではなく、その高い熱膨張性、柔らかさ、応力下でのクリープ傾向を制御することです。成功は、切削加工そのものよりも、これらの材料特性を管理することにかかっています。
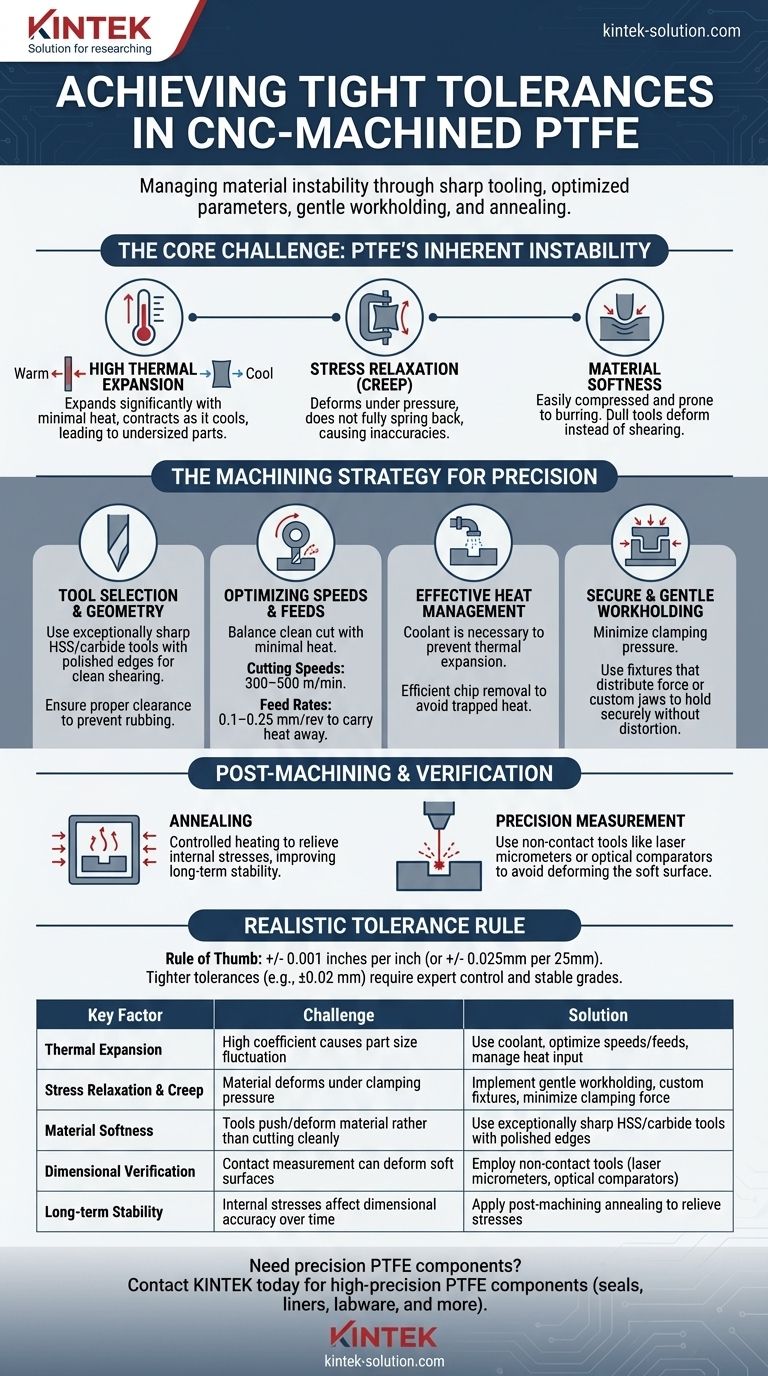
核心的な課題:PTFE固有の不安定性
PTFEを精密に加工するには、まず制御を難しくしている特性を理解する必要があります。材料自体は切削しやすいですが、加工中および加工後のその物理的挙動が、厳しい公差の達成を複雑にする要因です。
高い熱膨張率
PTFEは熱膨張係数が非常に高いです。切削中に発生するわずかな熱でも、材料は大幅に膨張します。周囲温度に戻って冷えると収縮するため、温かいときに正確に測定された部品でも、安定化すると寸法が小さくなります。
応力緩和とクリープ
PTFEは応力緩和、つまり「クリープ」を起こしやすいです。バイスやチャックで材料を締めすぎると、圧力によって変形します。金属とは異なり、圧力が解放されても元の形状に完全には戻らず、寸法の不正確さにつながります。
材料の柔らかさ
PTFEの柔らかさは、容易に圧縮され、バリが発生しやすいことを意味します。例外的に鋭くない切削工具は、材料をきれいにせん断するのではなく、押し付けたり変形させたりする傾向があります。これにより、表面仕上げが悪くなり、正確な寸法を維持することがほぼ不可能になります。

精密加工のための戦略
PTFEを精密に加工するための成功する戦略は、プロセスのすべての段階で上記で説明した不安定性を軽減することに焦点を当てています。
工具の選定と形状
極めて鋭い工具を使用してください。ハイス鋼(HSS)または超硬工具が効果的ですが、その状態が極めて重要です。きれいにせん断する作用を確実にするために、研磨された鋭利な刃先が必要です。工具がワークピースに擦れて熱を発生させるのを防ぐために、適切な逃げ角を設けることも不可欠です。
送り速度と送り量の最適化
目標は、クリーンな切削と最小限の熱入力のバランスを取ることです。
- 切削速度: 中程度から高速、通常は300~500 m/minの範囲が効果的です。
- 送り量: 0.1~0.25 mm/revの高い送り量は、熱を部品から運び去るより厚い切りくずを生成するのに役立ちます。
効果的な熱管理
温度制御は最も重要な要素です。熱が発生しやすい加工では、熱膨張が寸法の精度を損なうのを防ぐためにクーラントの適用が必要です。残留する切りくずがワークピースに熱を閉じ込める可能性があるため、効率的な切りくず除去も重要です。
確実で丁寧なワーク保持
応力緩和に対抗するためには、クランプ圧力を最小限に抑える必要があります。クランプ力を広い領域に分散させる治具を使用するか、部品の形状に適合するカスタムジョーを採用します。目標は、部品を圧縮したり歪ませたりすることなく、しっかりと保持することです。
機械加工後と検証
切削が止まっても作業は終わりではありません。最終的な部品が仕様を満たすことを保証するために、機械加工後の工程が必要になることがよくあります。
焼鈍処理の役割
最も厳しい公差の場合、機械加工後の焼鈍処理がしばしば必要になります。このプロセスには、機械加工中に誘発された内部応力を緩和するために、部品を制御された方法で加熱することが含まれます。これにより、コンポーネントの長期的な寸法の安定性が大幅に向上します。
精密測定
PTFEは柔らかいため、標準的な接触式測定ツールでは表面を歪ませ、不正確な測定値をもたらす可能性があります。真の寸法検証を確実にするためには、レーザーマイクロメーターや光学比較器などの非接触測定ツールを強く推奨します。
トレードオフと限界の理解
厳しい公差は達成可能ですが、PTFEに現実的な期待と、その限界についての確かな理解をもってアプローチすることが極めて重要です。
現実的な公差のルール
標準的なPTFEに関する実用的な経験則は、寸法1インチあたり+/- 0.001インチ(または25mmあたり+/- 0.025mm)の公差です。これよりも厳しい公差(例:±0.02 mm)を達成することは可能ですが、専門的なプロセス制御と、より安定した強化PTFEグレードの使用が必要になることがよくあります。
材料を考慮した設計
最も成功するPTFE部品は、材料の特性に逆らうのではなく、それらを考慮して設計されています。不必要に複雑な形状や、応力を集中させる鋭い内角を避けてください。可能な限り、アプリケーションが許容する最も緩い公差で設計してください。
安全上の考慮事項
PTFEの粉塵は吸入すると有害な場合があります。常にマスクを着用するか、粉塵を抑制するために材料をクーラント下で加工し、安全な作業環境を確保してください。
プロジェクトへの適用方法
アプローチは、コンポーネントの特定の要件によって決定されるべきです。
- 極度の精度(±0.02 mm以下)が主な焦点の場合: プロセスには、機械加工後の焼鈍処理、クーラントによる細心の注意を払った熱制御、および非接触検査方法を含める必要があります。
- 一般的な機能部品が主な焦点の場合: 鋭利な工具、最適化された速度、丁寧なクランプによる標準的な手順で十分ですが、熱変化を考慮して常に設計してください。
- 新しい設計のプロトタイピングを行っている場合: コストと複雑さを抑えるために緩い公差から始め、機能上絶対に不可欠な部分でのみ公差を厳しくしてください。
材料の固有の特性を尊重し、管理されたプロセスを実装することにより、正確で安定したPTFEコンポーネントを確実に製造できます。
要約表:
| 主要因 | 課題 | 解決策 |
|---|---|---|
| 熱膨張 | 高い係数による部品寸法の変動 | クーラントの使用、速度/送り量の最適化、熱入力の管理 |
| 応力緩和とクリープ | クランプ圧力下での材料の変形 | 丁寧なワーク保持の実施、カスタム治具、クランプ力の最小化 |
| 材料の柔らかさ | 工具が材料をきれいに切削するのではなく押し付けたり変形させたりする | 研磨されたエッジを持つ極めて鋭いHSS/超硬工具の使用 |
| 寸法検証 | 接触測定が柔らかい表面を歪める可能性がある | 非接触ツール(レーザーマイクロメーター、光学比較器)の採用 |
| 長期安定性 | 内部応力が経時的な寸法の精度に影響する | 応力を緩和するための機械加工後の焼鈍処理の適用 |
お客様の正確な仕様を満たす精密PTFEコンポーネントが必要ですか?
KINTEKでは、半導体、医療、実験室、産業分野向けに高精度PTFEコンポーネント(シール、ライナー、実験器具など)の製造を専門としています。PTFEの固有の特性を管理する当社の専門知識により、お客様の部品が優れた寸法の安定性をもって厳しい公差を達成することが保証されます。
当社は、鋭利な工具戦略、最適化された切削パラメーター、および機械加工後の安定化技術を組み合わせて、最も要求の厳しいアプリケーションで確実に機能するコンポーネントを提供します。プロトタイプから大量生産まで、当社はすべての工程で精度を優先します。
KINTEKに今すぐお問い合わせいただき、PTFE加工の要件についてご相談ください。お客様のプロジェクトが要求する精密コンポーネントを当社の専門家がお届けします。
ビジュアルガイド
関連製品
- トレース分析用 耐食性三角フッ素樹脂容器 カスタム機械加工PTFE円錐形サンプルセル
- 特注PTFE製実験装置 耐食性 低バックグラウンド反応セル 精密CNC加工
- PTFE分散ディスク 食品・化粧品グレード 非粘着 耐腐 大型攪拌パドル カスタマイズ可能インペラ
- カスタマイズ可能なPTFEスクレーパーとショベル
- テフロン部品とPTFEピンセットのためのカスタムPTFE部品メーカー



















