実際には、PTFEの極端に低い摩擦係数は、機械加工において諸刃の剣となります。一方では、切削工具への材料の付着を最小限に抑え、摩耗を低減するため、クリーンな切断を可能にします。他方で、この同じ滑りやすさが、材料固有の柔らかさと相まって、しっかりと固定することが極めて困難になり、歪みやすくなるため、厳しい公差を維持するには特定の工具と技術が必要になります。
PTFE加工の核心的な課題は、その最も価値のある特性である「滑りやすさ」が、作業場では最大の欠点にもなるということです。成功は、従来の手段でそれらに打ち勝とうとするのではなく、その低摩擦性と柔らかさに対応するようにプロセスを調整することにかかっています。

機械加工における低摩擦の二面性
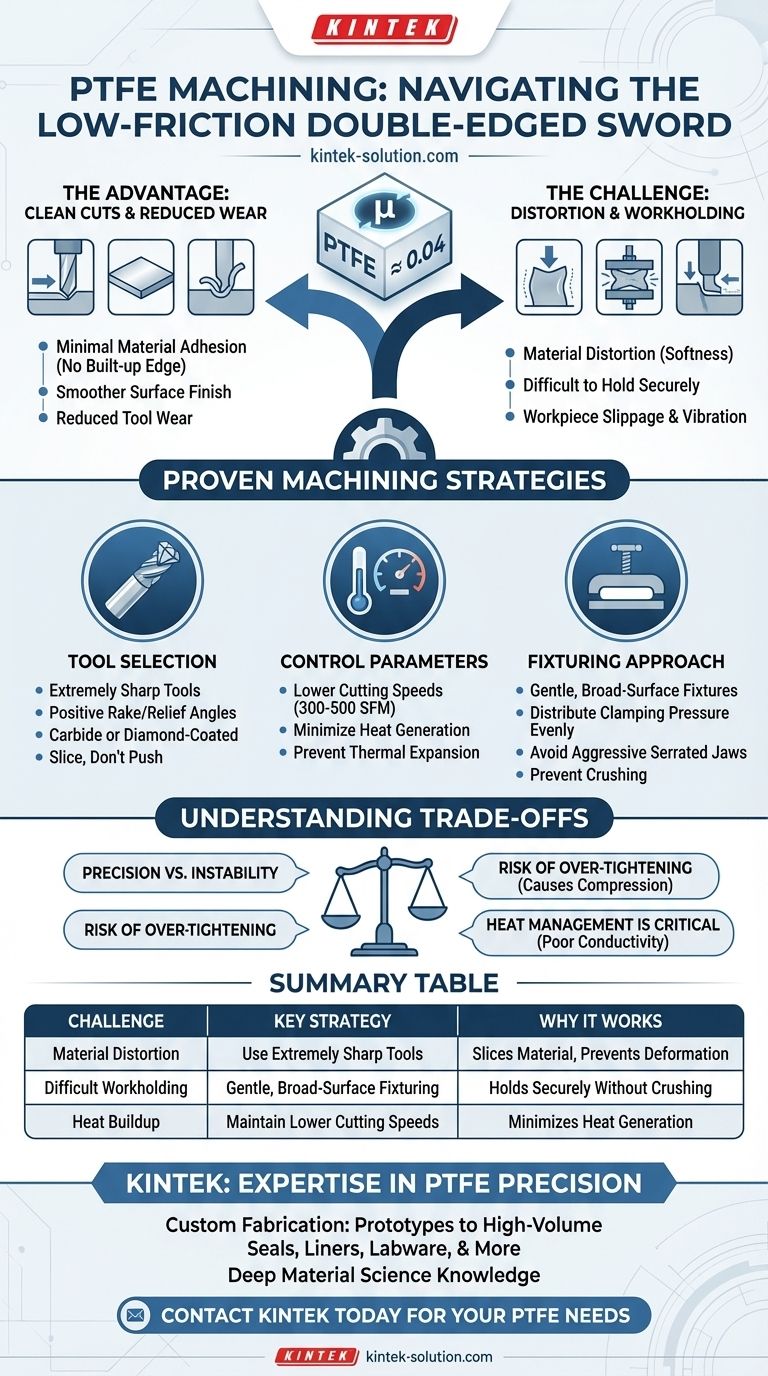
PTFEの摩擦係数は0.04と低く、他のどの固体エンジニアリング材料よりも低いです。この単一の特性は、機械工にとって明確な利点と重大な課題の両方を生み出します。
利点:クリーンな切断と工具摩耗の低減
PTFEは非常に滑りやすいため、加工中に材料が切削工具に付着しにくいです。この「切りくず噛み(ビルトアップエッジ)」現象は、他のプラスチックでは一般的な問題ですが、PTFEでは最小限です。
これにより、よりクリーンで滑らかな表面仕上げが得られ、切削工具自体の摩耗が大幅に減少します。工具は材料をこじ開けるのではなく、滑るように通過します。
課題:材料の変形
主な困難は、PTFEが柔らかく滑りやすいという点から生じます。切削工具が圧力を加えたとき、工具が完全に鋭利でない場合、材料はきれいにせん断されるよりも、変形したり押しやられたりしやすくなります。
この柔軟性により、切削力によって部品が容易に圧縮または変形するため、厳しい寸法公差の維持が大きな課題となります。
課題:ワーク保持と固定
PTFEの低摩擦性は、しっかりとクランプすることを非常に困難にします。所定の位置に保持するために必要な力を加えると、柔らかい材料を変形させたり押しつぶしたりするという別の問題を引き起こすことがよくあります。
ワークピースは、固定具内で滑ったり振動したりする自然な傾向があり、寸法精度と表面仕上げを損なう可能性があります。
PTFEの機械加工における実績ある戦略
これらの課題を克服するには、鋭い工具、制御されたパラメーター、インテリジェントなワーク保持に焦点を当てて、アプローチを調整する必要があります。
工具の選択は譲れない
ポジティブなすくい角と十分な逃げ角を持つ、極めて鋭利な工具を使用する必要があります。目標は、材料を押し出すのではなく、切り裂くことです。
超硬またはダイヤモンドコーティングされた工具は、鋭いエッジをはるかに長く維持し、部品を変形させることなく一貫した切削作用を保証するため、強く推奨されます。
切削パラメーターの制御
高い切削速度は熱を発生させますが、PTFEは熱を放散しにくいため、熱膨張と寸法の不安定性を引き起こします。低い切削速度、通常は毎分300〜500表面フィート(SFM)の範囲を使用することで、熱の発生を最小限に抑え、材料が工具を「掴んで」歪むのを防ぎます。
固定アプローチの再考
ギザギザのジョーのような積極的なクランプ方法は避けてください。代わりに、クランプ圧力を均等に分散するために、広くて滑らかな接触面を持つ固定具を使用します。
これにより、柔らかい材料を変形させる過度の局所的な力を加えることなく、部品をしっかりと保持できます。
トレードオフの理解
PTFEを効果的に機械加工することは、その独自の特性と最終コンポーネントの要求とのバランスを取ることを意味します。
精度 対 材料の不安定性
PTFE加工における核心的な対立は、機械的および熱的ストレスに対して本質的に不安定な材料で精度を追求することです。すべての決定は、力と熱の最小化を優先する必要があります。
締めすぎのリスク
滑りやすい部品を補うための自然な衝動は、固定具をより強く締めることです。PTFEの場合、これは逆効果です。締めすぎると材料が圧縮され、圧力が解放されると加工された部品は公差から外れます。
これは、標準的なトルク値を調整してボルトの過剰な伸びを防ぐ必要があるPTFEコーティングファスナーの課題に類似しています。
熱管理は極めて重要
低摩擦は他の材料と比較して熱の発生を抑えますが、PTFEの熱伝導率が低いため、発生した熱は局所にとどまります。これにより材料が大幅に膨張し、精度が損なわれる可能性があります。鋭い工具と適切な速度が、熱管理のための主要なツールとなります。
PTFE加工を成功させるための主要な調整
あなたの具体的なアプローチは、完成したコンポーネントの主な目標によって導かれるべきです。
- 寸法の精度が主な焦点である場合: 圧縮や変形を防ぐために、極めて鋭利な工具と穏やかで広い表面のワーク保持を優先します。
- 表面仕上げが主な焦点である場合: クリーンなせん断作用を達成するために、制御された低い切削速度と浅い切り込み深さに集中します。
- PTFE加工が初めての場合: より積極的な切削を試みる前に、材料の挙動を理解するために、控えめな送り速度と速度から始め、非常に浅いパスで試行します。
PTFEの独自の特性を尊重することで、課題のある材料を精密に仕上げられたコンポーネントに変えることができます。
要約表:
| 課題 | 主要な戦略 | 効果の理由 |
|---|---|---|
| 材料の変形 | 極めて鋭利な工具(超硬/ダイヤモンド)を使用する | 材料を押し出すのではなく切り裂き、変形を防ぐ |
| 困難なワーク保持 | 穏やかで広い表面の固定具を採用する | 柔らかいPTFEを押しつぶしたり圧縮したりすることなく、部品をしっかりと保持する |
| 熱の蓄積 | 低い切削速度(300-500 SFM)を維持する | PTFEが放散しにくい熱の発生を最小限に抑え、膨張を防ぐ |
PTFEを精密な公差で加工するのに苦労していませんか?
PTFEの独自の特性は、成功裏に加工するために専門的な知識を必要とします。KINTEKでは、半導体、医療、実験室、産業分野向けに精密なPTFE部品(シール、ライナー、実験器具など)を製造しています。材料科学に関する深い理解により、低摩擦と柔らかさの課題を克服し、お客様の部品が最も厳しい寸法および表面仕上げの要件を満たすことを保証します。
私たちは精密な製造を優先し、プロトタイプから大量注文までカスタム加工を提供します。
PTFE加工のニーズについて相談し、見積もりを取得するには、今すぐKINTEKにお問い合わせください!
ビジュアルガイド
関連製品
- トレース分析用 耐食性三角フッ素樹脂容器 カスタム機械加工PTFE円錐形サンプルセル
- 習慣は実験室 ITO FTO の伝導性ガラスのクリーニングの花かごのための形成された PTFE のテフロン部品の製造業者を機械で造りました
- 特注PTFE製実験装置 耐食性 低バックグラウンド反応セル 精密CNC加工
- テフロン部品とPTFEピンセットのためのカスタムPTFE部品メーカー
- 高度な産業用途向けカスタマイズ可能なPTFEロッド



















