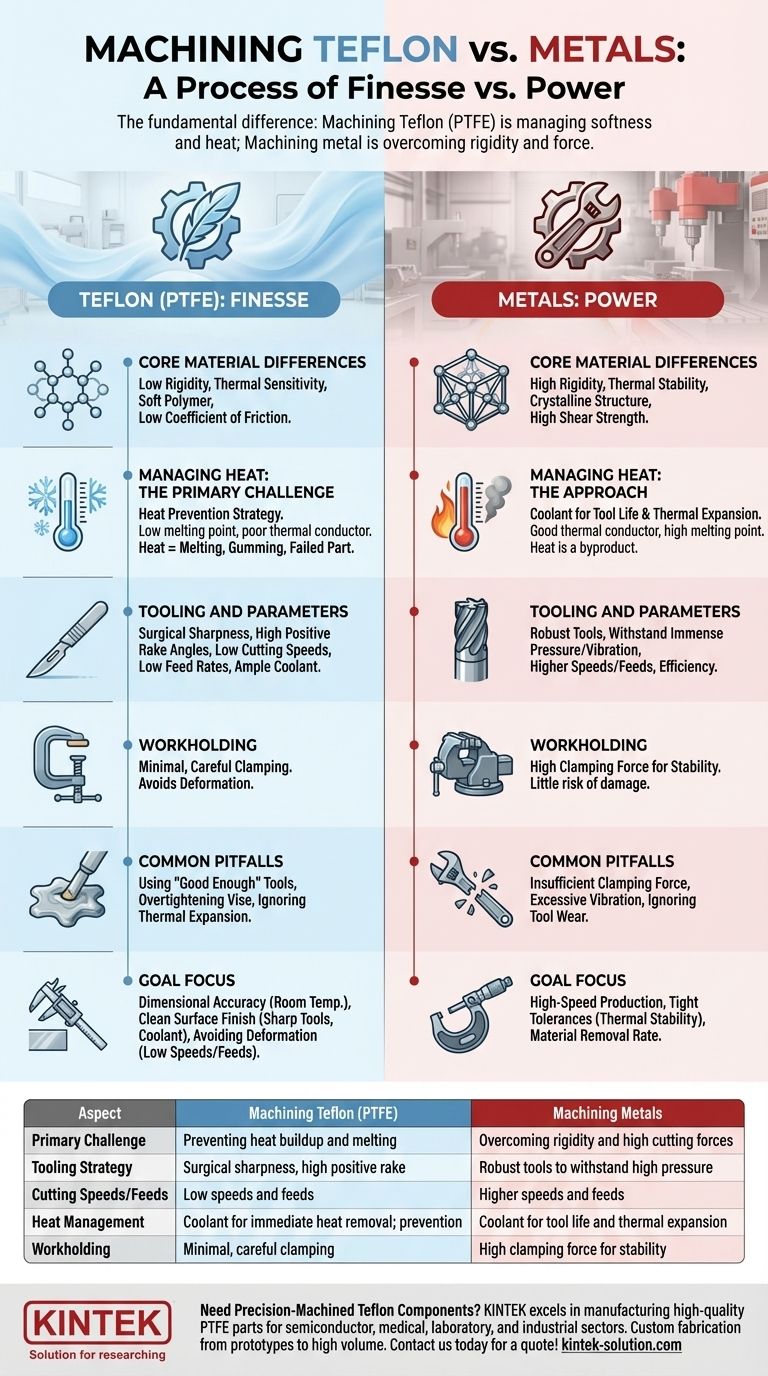
根本的な違いは、テフロン(PTFE)の機械加工が「柔らかさの管理と熱の蓄積防止」のプロセスであるのに対し、金属の機械加工は「剛性を克服し、巨大な切削力を管理する」プロセスであるという点です。金属を削るには、より硬い材料をせん断するために強力な工具を使いますが、テフロンを削るには、溶融を防ぐために外科的に鋭い工具を低速で使用し、繊細な作業が必要です。
どちらのプロセスも材料の除去を伴いますが、それらは相反する原理によって支配されています。金属での成功は、高い力に耐えるための剛性とパワーにかかっていますが、テフロンでの成功は、柔らかい材料の変形や溶融を避けるために、鋭い工具、低い応力、熱の予防に完全に依存しています。

材料の核心的な違い
テフロンと金属の異なる特性が、工具、速度、ワークピースの保持方法に至るまで、機械加工プロセスのあらゆる側面を決定します。
金属:高い剛性と熱安定性
金属は剛性の高い結晶構造をしています。これらを切断するには、せん断強度を超えるだけの力を加える必要があります。
これには、たわむことなく巨大な圧力と振動に耐えられる、強力で剛性の高い機械と工具が必要です。熱は副産物ですが、金属は一般的に融点が高く、熱伝導率も良いため、熱を切削ゾーンから放散させることができます。
テフロン(PTFE):低い剛性と熱感受性
テフロンは摩擦係数が非常に低い柔らかいポリマーです。力に抵抗するのではなく、変形したり、力を逃がそうとしたりします。また、融点が非常に低く、熱伝導率も悪いです。これは、切削工具による摩擦で発生した熱が切削エッジに留まり、すぐに材料が溶け、工具にべたつき、部品が不良になることを意味します。
熱の管理:主な課題
熱はテフロンの機械加工における中心的な敵です。戦略全体は、そもそも熱が発生するのを防ぐことに集約されます。
熱とテフロンの問題点
テフロンは熱をうまく伝導しないため、切削工具の摩擦によって非常に局所的な温度スパイクが発生します。これにより材料が瞬時に溶け、べたつきのある悪い表面仕上げと不正確な寸法になります。
金属の熱へのアプローチ
金属加工では、クーラントは主に切削工具の寿命を維持し、ワークピースが過度に膨張するのを防ぐために使用されます。金属のワークピース自体は、溶けることなくかなりの量の熱を吸収することができます。
テフロンの熱へのアプローチ
テフロンの戦略は**熱の予防**です。これは以下の要因の組み合わせによって達成されます。
- 摩擦を最小限に抑えてきれいにせん断するための**極めて鋭い工具**。
- 摩擦熱の蓄積速度を減らすための**低い切削速度**。
- 材料への圧力を減らすための**最小限の送り速度**。
- 発生したわずかな熱を直ちに運び去るための**十分なクーラント**。
工具とパラメーター:繊細さの戦略
テフロンに使用される工具と設定は、ほとんどの金属に使用されるものとは根本的に異なります。
外科的な鋭さの必要性
アルミニウムには十分鋭いとされる工具でも、テフロンを削るのではなくこすって溶かしてしまう可能性があります。テフロン用の工具は、柔らかいトマトを鋭いナイフで切るように、材料をきれいに切り取るために、非常に鋭く研磨された刃先と高い正のすくい角を持っている必要があります。
低速と低送り速度
機械工はサイクルタイムを改善するために速度を上げることがよくありますが、テフロンでそうすることは失敗の元です。**低い切削速度**と**低い送り速度**は譲れない条件です。これらは摩擦(熱の主な発生源)を最小限に抑えます。
ワーク保持とクランプ
金属は、損傷のリスクがほとんどなく、万力でしっかりとクランプできます。同じ力でテフロンをクランプすると、最初の切削が行われる前に部品が潰れたり変形したりして台無しになります。最小限で慎重に適用されたクランプ圧が必要です。
避けるべき一般的な落とし穴
違いを理解することは、金属からプラスチックに移行する際に機械工が犯す最も一般的な間違いを避けるのに役立ちます。
間違い1:「そこそこ良い」工具の使用
わずかに摩耗した工具はテフロンを切削するのではなく、押しつぶしてしまいます。このこすれる動作は大量の熱を発生させ、溶けて使用不能な表面になります。常に最も鋭い工具を使用してください。
間違い2:万力の締めすぎ
鋼材を固定するために万力を強く締め付けることに慣れている技術者は、テフロンのワークピースを簡単に破壊してしまいます。材料の柔らかさのため、固定するのに必要な最小限の圧力でのみ保持する必要があります。
間違い3:熱膨張の無視
テフロンは温度変化に敏感であるため、機械加工で温まっているときは部品が仕様通りでも、室温まで冷えると公差から外れる可能性があります。高精度部品の場合、温度の正規化が不可欠です。
目標に応じた正しい選択
成功した結果を達成するためには、テフロンの独自の特性に合わせて機械加工戦略を適応させる必要があります。
- **寸法精度が主な焦点の場合:** 最小限のクランプ圧力を使用し、最終的な測定を行う前に材料が室温で安定するのを待つ必要があります。
- **きれいな表面仕上げが主な焦点の場合:** 局所的な溶融を防ぐために、非常に鋭い工具と高い正のすくい角、そして絶え間ないクーラントの供給を使用する必要があります。
- **部品の変形を避けることが主な焦点の場合:** 工具の圧力とワークピースへの熱入力の両方を最小限に抑えるために、低い切削速度と送り速度を使用する必要があります。
結局のところ、テフロンの機械加工を成功させるには、力を加えるという考え方から、繊細さを加えるという考え方への転換が必要です。
要約表:
| 側面 | テフロン(PTFE)の機械加工 | 金属の機械加工 |
|---|---|---|
| 主な課題 | 熱の蓄積と溶融の防止 | 剛性の克服と高い切削力 |
| 工具戦略 | 外科的な鋭さ、高い正のすくい角 | 高い圧力に耐える堅牢な工具 |
| 切削速度/送り速度 | 摩擦を最小限に抑えるための低速・低送り | 効率化のための高速・高送り |
| 熱管理 | 即時の熱除去のためのクーラント。予防が鍵 | 工具寿命と熱膨張制御のためのクーラント |
| ワーク保持 | 変形を避けるための最小限で慎重なクランプ | 安定性のための高いクランプ力 |
精密機械加工されたテフロン部品が必要ですか?
テフロンの機械加工には、溶融や変形といった一般的な落とし穴を避けるための専門的な知識が必要です。KINTEKは、半導体、医療、実験室、産業分野向けに高品質のPTFE部品(シール、ライナー、実験器具など)の製造に優れています。当社は精密生産を優先し、プロトタイプから大量生産の注文までカスタム加工を提供し、お客様の部品が正確な仕様を満たすことを保証します。
当社の専門知識をぜひご活用ください。見積もりについては、今すぐお問い合わせください!
ビジュアルガイド
関連製品
- テフロン部品とPTFEピンセットのためのカスタムPTFE部品メーカー
- 石油化学処理用高温テフロン連続反応システムおよびHF耐性三首フラスコ
- 高度な産業用途向けのカスタムPTFEテフロンボール
- カスタマイズ可能なポリテトラフルオロエチレン(PTFE)反応器および耐食性テフロンフラスコ
- カスタマイズ可能なPTFEスクレーパーとショベル



















