結局のところ、PTFEの高い融点は誤解を招きます。材料はCNC加工中に溶けることはありませんが、その優れた熱安定性は重大な弱点と隣り合わせです。それは、熱によって著しく軟化し膨張することです。これは、主な課題が溶解を防ぐことではなく、寸法精度を維持するために切削摩擦によって引き起こされる熱変形を管理することであることを意味します。
PTFEを加工する際の根本的な問題は融点ではなく、高い熱膨張率と軟化しやすい傾向です。成功は、材料の変形や最終部品の精度低下を防ぐために、切削刃での熱を制御できるかどうかに完全に依存します。
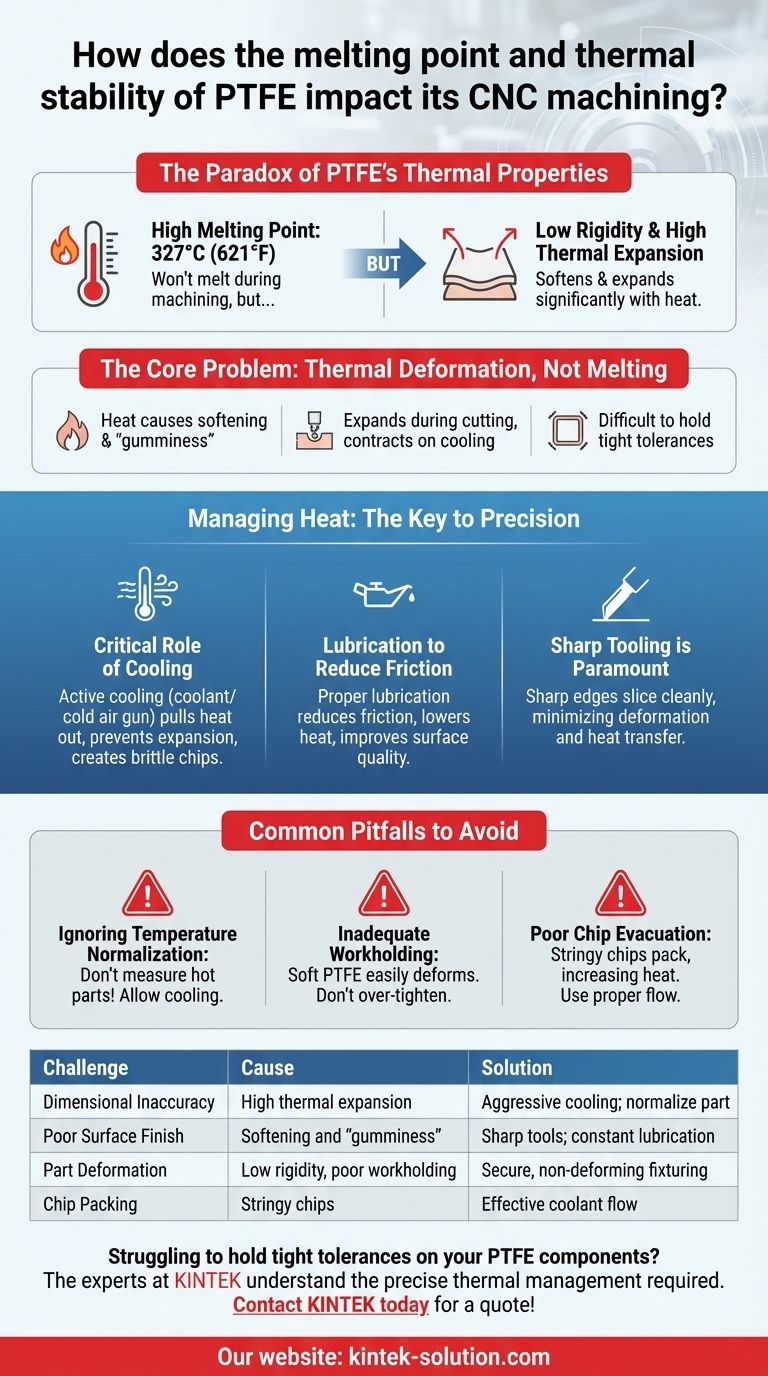
PTFEの熱特性のパラドックス
PTFEの高温耐性の評判は、最終用途においては大きな利点ですが、製造プロセスにおいては誤った安心感を生む可能性があります。CNC加工の力学は、熱を制御すべき重要な変数とする要因を導入します。
高融点 対 低剛性
PTFEは327°C (621°F)と非常に高い融点を持ち、最大260°C (500°F)までの温度で連続的に使用できます。
しかし、PTFEは剛性が非常に低い非常に柔らかい材料でもあります。切削工具による摩擦は局所的な熱を発生させますが、これは融点よりはるかに低いものの、材料を軟化させ、膨張させ、「ベタつく」状態にするには十分すぎます。
この挙動は、良好な表面仕上げを妨げ、部品自体が工具の圧力で変形する可能性があるため、厳しい公差の維持を極めて困難にします。
熱膨張こそが真の敵
最も重要な課題は、PTFEの高い熱膨張係数です。加工熱によって材料が温まると、膨張します。
部品が温かい状態で正確な寸法に加工された場合、冷却されると収縮し、寸法不足で規格外の部品になります。この影響は、PTFEを厳しい公差で加工する際の最も一般的な失敗の原因です。

熱の管理:精密加工の鍵
熱変形が中心的な課題であるため、加工戦略のあらゆる側面は、熱発生を最小限に抑え、管理することに焦点を当てる必要があります。
冷却の重要な役割
精密作業において、積極的な冷却は不可欠です。接触点に直接、一定量のクーラントまたは冷気ガンを使用することが不可欠です。
これは2つの目的を果たします。1つは熱をワークピースから引き抜き、熱膨張を防ぐこと。もう1つは、工具に巻き付くのではなくきれいに剥がれる、より脆い切りくずを生成するのを助けることです。
摩擦を減らすための潤滑
潤滑は、熱の発生源である摩擦を減らすために重要です。
適切なクーラントは、切削工具と材料間の摩擦を減らし、よりクリーンなせん断作用を可能にします。これにより温度が下がるだけでなく、最終的な表面品質も向上します。
鋭利な工具が最優先事項
柔らかいプラスチック用に設計された非常に鋭利な切削工具を使用することが極めて重要です。
鈍い工具は切削せず、材料を押しつぶすように進み、多大な摩擦と熱を発生させます。鋭い刃先はきれいに切り裂き、材料の変形を最小限に抑え、熱が部品に伝わるのではなく切りくずによって運び去られるようにします。
避けるべき一般的な落とし穴
PTFEの成功裏の加工戦略を立てるには、一般的な故障モードを理解することが不可欠です。
温度正規化の無視
よくある間違いは、最後の切削直後に部品を最終検査のために測定することです。残留熱により、部品は膨張した状態にあります。正確な測定を行う前に、部品を室温で冷却し安定させる必要があります。
不十分なワーク保持
PTFEの柔らかさは、クランプ圧力によって押しつぶされたり変形したりしやすいことを意味します。万力で締めすぎると、素材が歪み、圧力が解放されると、そこに加工されたすべての特徴が不正確になります。固定具はしっかりしている必要がありますが、素材を変形させてはいけません。
切りくず排出の不良
PTFEによって生成される柔らかく、糸状の切りくずは、切削工具やスピンドルに容易に巻き付きます。この「切りくずの詰まり」は摩擦を増加させ、より多くの熱を発生させ、部品の表面仕上げを著しく傷つける可能性があります。切りくずを加工ゾーンから排出するためには、適切なクーラントの流れが不可欠です。
目的に合わせた適切な選択
加工戦略は、最終コンポーネントの最も重要な要件に基づいて適応させる必要があります。
- 寸法精度が主な焦点の場合: 洪水クーラントまたは冷気ガンによる積極的な冷却を優先し、最終測定を行う前に部品が室温に完全に正規化されるのを待ちます。
- 表面仕上げが主な焦点の場合: 非常に鋭利で研磨された、高い正のすくい角を持つ工具を使用し、スマッジングではなくクリーンなせん断作用を達成するために一定の潤滑を確保します。
- 生産速度が主な焦点の場合: 速度と送り速度を慎重に最適化します。速すぎることが常に最善とは限りません。部品を台無しにして手直しが必要になるほどの過剰な熱を導入する可能性があるためです。
PTFE加工の習得は、一つの原則に集約されます。熱を制御すれば、部品を制御できます。
要約表:
| 課題 | 原因 | 解決策 |
|---|---|---|
| 寸法不正確性 | 切削熱による高い熱膨張 | 積極的な冷却。部品が室温に正規化するまで待つ |
| 表面仕上げの不良 | 熱による軟化と「ベタつき」 | 鋭利で研磨された工具。一定の潤滑 |
| 部品の変形 | 低い剛性と不十分なワーク保持 | 変形させない確実な固定具 |
| 切りくずの詰まり | 柔らかい糸状の切りくずが工具に巻き付く | 切りくず排出のための効果的なクーラントの流れ |
PTFEコンポーネントの厳しい公差の維持に苦労していませんか? KINTEKの専門家は、PTFEシール、ライナー、実験器具の加工に必要な正確な熱管理を理解しています。当社は、半導体、医療、実験産業向けに、プロトタイプから大量生産までカスタム加工を専門としています。お客様の特定の要件についてご相談いただき、見積もりを取得するために、当社の精密生産の専門知識をご活用ください。
KINTEBに今すぐお問い合わせいただき、お客様の具体的な要件についてご相談ください!
ビジュアルガイド
関連製品
- 特注PTFE製実験装置 耐食性 低バックグラウンド反応セル 精密CNC加工
- 高性能PFAコイルスプリングチューブおよび溶接継手・精密曲げ加工部品を含むPTFE特注製作サービス
- テフロン容器およびコンポーネントのためのカスタムPTFE部品メーカー
- トレース分析用 耐食性三角フッ素樹脂容器 カスタム機械加工PTFE円錐形サンプルセル
- カスタマイズ可能なPTFEスクレーパーとショベル



















