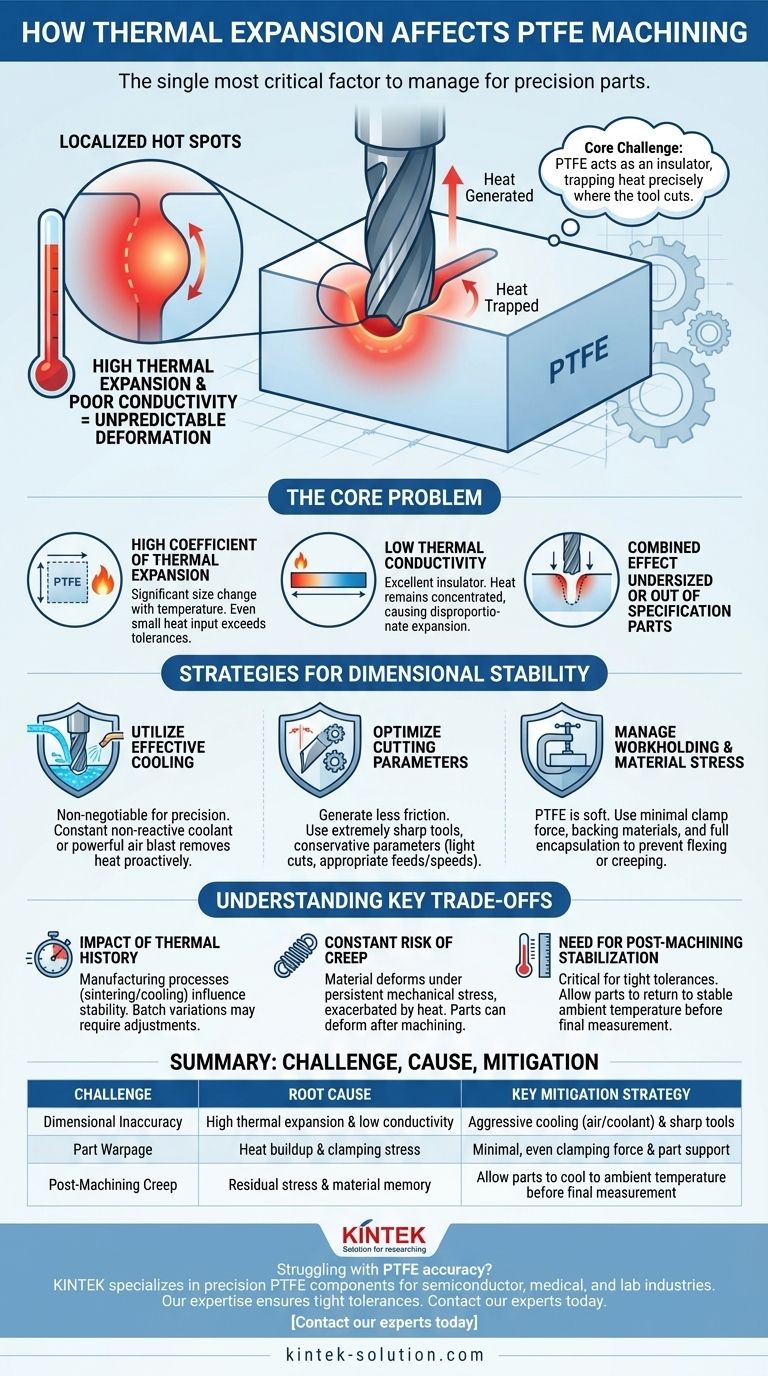
要するに、熱膨張はPTFEの機械加工において管理すべき最も重要な単一の要因です。 その高い熱膨張率と熱を伝導する能力の低さのため、切削工具による摩擦が局所的なホットスポットを発生させます。これにより、加工プロセス中に材料が予測不能に膨張し、完成品が冷却された際に大幅な寸法の不正確さにつながります。
PTFEの核心的な課題は、熱で膨張することだけでなく、断熱材として機能し、熱を工具が切削しているまさにその場所に閉じ込めてしまうことです。したがって、成功するPTFEの機械加工とは、熱の発生を最小限に抑え、その除去を最大化することに焦点を当てた、積極的な熱管理の実践です。
核心的な問題:PTFEが変形する理由
PTFEを制御するには、その特定の材料特性を理解することが不可欠です。課題は、機械工に不利に働く2つの競合する特性から生じます。
高い熱膨張係数
PTFEは、ほとんどの他のポリマーや金属と比較して、温度変化に伴う膨張と収縮が著しく大きくなります。切削工具によって発生するようなわずかな温度変化でさえ、厳しい公差を超える寸法の変化を引き起こす可能性があります。
低い熱伝導率
熱を材料全体に素早く放散する金属とは異なり、PTFEは優れた熱絶縁体です。これは、切削工具によって発生した熱が非常に狭い領域に集中したままであり、その特定の点が不釣り合いに膨張する一方で、部品の残りの部分は安定したままであることを意味します。
複合的な効果:予測不能な切削
この組み合わせが、この材料を非常に困難なものにしています。工具が局所的な点を加熱し、その点が膨張し、その一時的に大きくなった寸法で切削が行われます。部品が冷却されると、その領域は収縮し、結果として仕様よりも小さいか、仕様外のフィーチャーが生じます。

寸法安定性のための戦略
正確なPTFE部品を製造するためには、プロセスのあらゆる段階で熱の蓄積を軽減することを中心に、あなたの戦略全体を組み立てる必要があります。
効果的な冷却の活用
PTFEは熱を閉じ込めるため、精密加工においては外部冷却方法が必須です。発生した熱を積極的に除去するために、不活性なクーラントの連続的な流れ、または工具と材料の界面に直接向けられた強力なエアブローが極めて重要です。
切削パラメータの最適化
目標は、そもそも摩擦とそれに伴う熱の発生を少なくすることです。これは、高いすくい角を持つ極めて鋭利な工具を使用し、控えめなパラメータ(つまり、浅い切り込み量、適切な送り速度、制御されたスピンドル速度)を採用することによって達成されます。
ワーク保持と材料応力の管理
PTFEは剛性の低い軟らかい材料であり、クランプ圧力だけで変形しやすいです。最小限のクランプ力を使用し、可能な限り、ワークピースを支持し、機械的または熱的応力下でのたわみやクリープを防ぐために、バッキング材や完全な封入を使用してください。
主要なトレードオフの理解
PTFEの機械加工を成功させるには、その固有の限界を認識し、それらを計画に組み込む必要があります。これらの要因を無視すると、一貫性のない結果と高いスクラップ率につながる可能性があります。
熱履歴の影響
PTFEブランクの最終的な物理的特性は、特に焼結と冷却サイクルなど、その製造プロセスによって影響を受けます。材料バッチ間のばらつきは安定性にわずかな違いをもたらす可能性があり、機械加工プロセスへの微調整が必要になる場合があります。
クリープの絶え間ないリスク
クリープとは、固体材料が持続的な機械的応力の影響下で永久に変形する傾向です。PTFEの場合、これは熱によって悪化します。機械から取り外した時点で寸法的に正確な部品でも、応力下で加工された場合、ゆっくりと変形する可能性があります。
機械加工後の安定化の必要性
最も厳しい公差が求められる部品の場合、最終測定を行う前に、部品が安定した周囲温度に戻るのを待つことが極めて重要です。機械加工でまだ温かい部品を測定すると、誤った測定値が得られます。
目標に応じた正しい選択をする
あなたの具体的なアプローチは、完成したコンポーネントの主要な要件に合わせて調整されるべきです。
- もしあなたの主な焦点が厳しい公差であれば: 積極的で一定の冷却を優先し、熱入力を最小限に抑えるために、複数回かつ非常に浅い仕上げパスを使用します。
- もしあなたの主な焦点が薄い部品の反りの防止であれば: 最小限で均等に分散されたクランプ圧力を利用し、フィクスチャまたはバッキングプレートで部品全体を支持します。
- もしあなたの主な焦点が大量生産におけるプロセスの一貫性であれば: 安定した作業場の温度を維持し、他の材料には絶対に使用されない、専用の非常に鋭利な工具を使用します。
結局のところ、熱管理を習得することが、PTFEを困難な材料から予測可能で信頼性の高い材料へと変える鍵となります。
要約表:
| 課題 | 根本原因 | 主要な軽減戦略 |
|---|---|---|
| 寸法の不正確さ | 高い熱膨張と低い導電率 | 積極的な冷却(エア/クーラント)と鋭利な工具 |
| 部品の反り | 熱の蓄積とクランプ応力 | 最小限で均一なクランプ力と部品支持 |
| 機械加工後のクリープ | 残留応力と材料の記憶 | 最終測定前に部品を周囲温度まで冷却させる |
PTFE部品の精度にお悩みですか? KINTEKは、半導体、医療、実験室産業向けに、PTFEコンポーネント(シール、ライナー、実験器具)の精密機械加工を専門としています。熱膨張を管理する当社の専門知識により、プロトタイプから大量生産の注文まで、お客様の部品が最も厳しい公差を満たすことを保証します。当社の専門家にご相談ください、信頼性が高く寸法的に安定した結果を実現しましょう。
ビジュアルガイド