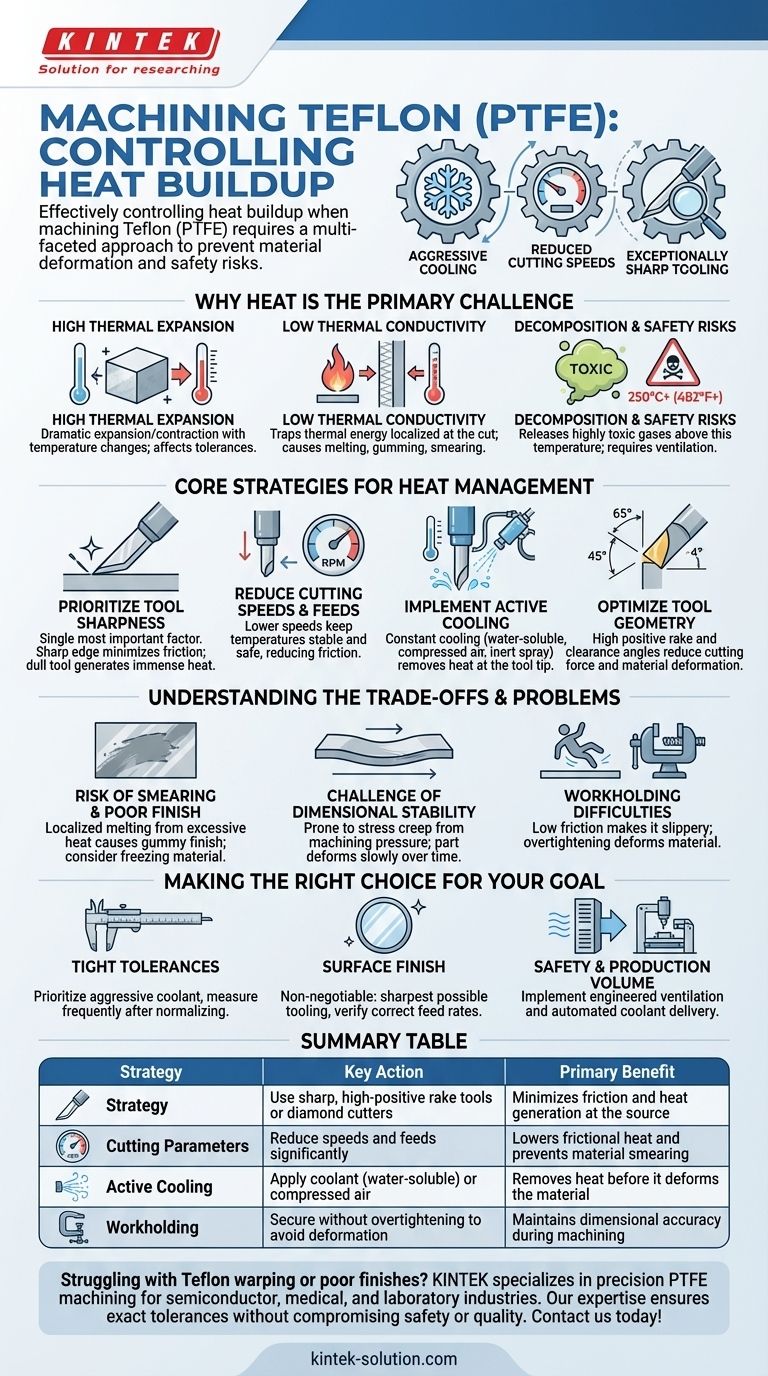
テフロン(PTFE)加工時の熱の蓄積を効果的に制御するには、積極的な冷却、切削速度の大幅な低減、そして極めて鋭い工具を組み合わせた多面的なアプローチを採用する必要があります。これらの方法は、摩擦熱の発生を最小限に抑え、発生した熱が材料を変形させる前に積極的に除去するために連携して機能します。
テフロンの根本的な課題は、熱伝導率の低さと熱膨張率の高さの組み合わせにあります。熱が切削点に閉じ込められ、材料の反り、溶着、寸法精度の低下を引き起こすため、熱の除去よりも熱の防止がより重要になります。
テフロン加工における熱が主要な課題である理由
材料の特性を理解すると、熱管理が単なるベストプラクティスではなく、加工成功のための絶対的な必要条件であることがわかります。
高い熱膨張率
テフロンは、わずかな温度変化でも劇的に膨張・収縮します。高温で精密な寸法に加工された部品は、室温まで冷えると公差外になります。
低い熱伝導率
金属とは異なり、テフロンは優れた断熱材です。切削工具から熱を放散させません。これにより、熱エネルギーが非常に局所的な領域に閉じ込められ、きれいな切りくずではなく、即座の溶融、ベタつき、溶着につながります。
分解と安全上のリスク
最も重要な点として、テフロンが250°C(482°F)以上に加熱されると分解し始めます。このプロセスで非常に有毒なガスが発生し、適切な換気と厳格な温度管理が必要な重大な健康被害を引き起こします。

熱管理のためのコア戦略
成功する戦略は、まず熱が発生するのを防ぎ、次に避けられないわずかな熱を管理することに焦点を当てます。
工具の鋭さを最優先する
これは最も重要な要素です。鋭い切削刃は材料をきれいにせん断し、摩擦と圧力を最小限に抑えます。鈍い工具はテフロンを押しつぶすように削り、莫大な摩擦熱を発生させます。
優れた性能と刃先の寿命のために、ダイヤモンドカッターのような特殊な工具を検討してください。
切削速度と送り速度を落とす
高い切削速度は直接的に高い摩擦熱につながります。温度を安定した安全な範囲に保つためには、他のプラスチックや金属と比較して、より遅い速度と適切な送り速度を使用する必要があります。
積極的な冷却を導入する
絶え間ない冷却は譲れません。これは、ワークピースに熱が蓄積して寸法の不安定性を引き起こす前に、工具先端で発生した熱を除去します。
効果的な方法には、水溶性クーラントによるフラッディング、きれいなプロセスを維持するための圧縮空気の使用、または化学的に不活性な冷却スプレーの塗布が含まれます。
工具のジオメトリを最適化する
高いプラスのすくい角と逃げ角を持つ工具を使用すると、切削に必要な力が減少します。これにより材料の変形が減少し、結果としてプロセスによって発生する熱も減少します。
トレードオフと関連する問題の理解
熱やテフロンの他の特性を管理できない場合、予測可能な失敗につながります。
溶着と仕上がりの悪化のリスク
工具先端での局所的な溶融は、溶着した「ベタついた」表面仕上げの主な原因です。これは、鈍い工具や不適切な速度による過度の熱の直接的な結果です。
特殊な解決策として、一部の加工では材料を一時的に凍結させて硬度を高め、よりきれいなせん断を促進します。
寸法の安定性の課題
即時の熱膨張に加えて、テフロンはクリープ(応力による変形)を起こしやすいです。加工による圧力と熱は内部応力を導入し、作業完了後でさえ、部品が時間とともにゆっくりと変形する原因となります。
ワーク保持の難しさ
テフロンの低い摩擦係数は、滑りやすく、しっかりとクランプするのが難しいことで悪名高いです。過剰な締め付けで補おうとすると、特に温まったときに柔らかい材料が容易に変形し、不正確な切削につながります。
目的のための正しい選択をする
特定の用途で最も重要な結果に基づいて、主要な戦略を選択してください。
- 厳密な公差が主な焦点である場合: 積極的で一貫したクーラントの適用を優先し、最終測定の前に部品が室温に落ち着くように頻繁に測定します。
- 表面仕上げが主な焦点である場合: 譲れない最初のステップは、可能な限り鋭い工具を使用し、次にきれいな切りくずが形成されるように適切な送り速度を確認することです。
- 安全性と生産量が主な焦点である場合: 過熱や危険なガス発生を防ぐために、設計された換気システムと自動化されたクーラント供給システムを導入します。
結局のところ、テフロン加工を習得するということは、この材料を典型的なプラスチックとしてではなく、独自の熱管理の課題として扱うことを意味します。
要約表:
| 戦略 | 主要なアクション | 主な利点 |
|---|---|---|
| 工具の鋭さ | 鋭く、高いプラスのすくい角を持つ工具、またはダイヤモンドカッターを使用する | 発生源での摩擦と熱の発生を最小限に抑える |
| 切削パラメータ | 速度と送り速度を大幅に落とす | 摩擦熱を下げ、材料の溶着を防ぐ |
| 積極的な冷却 | クーラント(水溶性)または圧縮空気を適用する | 材料が変形する前に熱を除去する |
| ワーク保持 | 変形を避けるために締め付けすぎずに固定する | 加工中の寸法精度を維持する |
テフロンの反りや仕上がりの悪さに苦労していませんか? KINTEKは、半導体、医療、実験産業向けの高精度PTFE加工を専門としています。当社の熱管理の専門知識により、安全性や表面品質を損なうことなく、コンポーネントが正確な公差を満たすことを保証します。プロトタイプから大量生産まで、カスタム加工を提供します。 今すぐお問い合わせいただき、お客様のプロジェクトについてご相談の上、テフロン部品で優れた結果を達成しましょう!
ビジュアルガイド
関連製品
- テフロン部品とPTFEピンセットのためのカスタムPTFE部品メーカー
- カスタマイズ可能なPTFEスクレーパーとショベル
- 実験室化学混合用 耐食性PTFE分散ディスク 高温プロペラ撹拌パドル
- PTFE分散ディスク 食品・化粧品グレード 非粘着 耐腐 大型攪拌パドル カスタマイズ可能インペラ
- カスタマイズ可能なポリテトラフルオロエチレン(PTFE)反応器および耐食性テフロンフラスコ



















