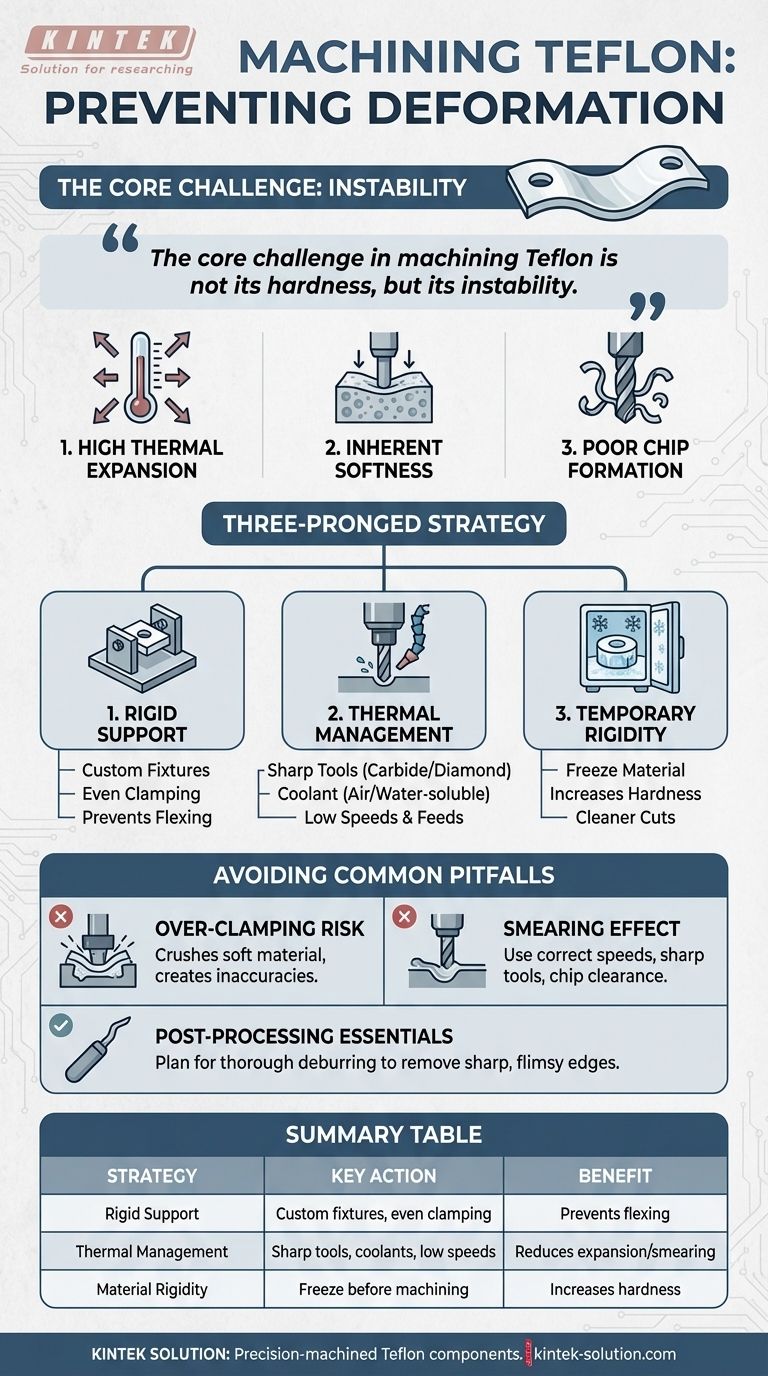
加工中のテフロン部品の変形を防ぐには、三本柱の戦略を採用する必要があります。これには、適切な治具による堅牢な物理的サポートの提供、鋭利な工具とクーラントによる積極的な熱管理、そして場合によっては、切削前に材料を凍結させて一時的に硬度を高めることが含まれます。これらの手順は、テフロン固有の柔らかさと極めて高い熱膨張率に直接対処するものです。
テフロン加工における中心的な課題は、その硬度ではなく、不安定性にあります。柔らかく、熱によって大きく膨張するため、精密さを得る鍵は、部品にかかる応力と熱変動を最小限に抑えるように加工環境を制御することです。
中心的な課題:なぜテフロンはこれほど容易に変形するのか
変形なくテフロンを加工するには、まず、それがなぜこれほど困難であるかの特性を理解する必要があります。この材料の特異な特性が、一般的な加工不良の直接的な原因となります。
高い熱膨張率
テフロン(PTFE)は熱膨張係数が非常に高いです。これは、工具の摩擦によって発生するわずかな熱でさえ、材料が大幅に膨張することを意味します。
この膨張は寸法の精度を損ない、切削温度では公差内だった部品が、冷却後に公差外になる可能性があります。
固有の柔らかさと剛性の欠如
テフロンは非常に柔らかい材料です。切削工具の圧力下では、きれいに切削されるのではなく、圧縮、たわみ、曲げが生じやすいです。
この剛性の欠如により、歪みなくしっかりと保持することが難しくなり、きれいな仕上がりではなく表面が「スマージング(溶着)」した状態になることがあります。
不適切な切りくず(チップ)の形成
熱を運び去るクリーンで予測可能な切りくずを形成する金属とは異なり、テフロンは糸状で粘着性のある切りくずを生成します。
これらの切りくずは容易に破断せず、工具に巻き付き、摩擦を増やし、より多くの熱を発生させ、表面仕上げを損なう可能性があります。

変形を防ぐための重要な戦略
テフロン加工を成功させるアプローチは、慎重な準備、工具選定、環境制御を通じて、その固有の弱点を軽減することに焦点を当てます。
戦略1:確実なサポートの確保
ワークピースを適切にサポートすることが、変形に対する第一の防御策です。
部品のできるだけ多くをサポートするカスタム治具を使用します。これにより、材料が切削工具からたわんだり動いたりするのを防ぎ、寸法安定性を確保します。
戦略2:熱管理の習得
テフロンで厳しい公差を達成するために、熱制御は最も重要な要素であると言えます。
セメンテッドカーバイドやダイヤモンド製の、研磨された表面を持つ、極めて**鋭利な切削工具**を使用します。鋭いエッジは、熱の主な発生源である摩擦を低減します。
**適合するクーラント**、例えば高圧空気や水溶性流体を使用します。これは、材料が膨張する前に、切削ゾーンから熱を積極的に引き離します。
**低い切削速度と送り速度**を利用します。これにより、加工プロセス中に部品に加えられるエネルギー、すなわち熱を最小限に抑えます。
戦略3:一時的な剛性の向上
非常に高い精度が要求される部品の場合、加工をより安定させるために材料の状態を変更することができます。
**材料を一時的に凍結させる**ことは、非常に効果的な技術です。テフロンを冷却すると、硬く剛性が増し、変形やスマージングが大幅に少なく、よりきれいに切削できるようになります。
トレードオフと一般的な落とし穴の理解
これらの戦略は効果的ですが、慎重な適用が必要です。潜在的な落とし穴への認識の欠如は、別の種類の結果不良につながる可能性があります。
過剰クランプのリスク
堅牢な治具は不可欠ですが、締め付けすぎはよくある間違いです。
テフロンは非常に柔らかいため、過剰なクランプ圧力は、最初の切削が行われる前に部品を容易に押しつぶしたり歪ませたりし、最初から不正確さを生じさせます。
スマージング効果
優れた技術を用いても、スマージングが発生することがあります。これは、工具が材料をきれいにせん断するのではなく、押し付けて溶かしてしまう場合に発生します。
スマージングを最小限に抑えるには、工具に適した送り速度、極めて鋭利な工具、適切な切りくず排出スペースを確保してください。ビードブラストなどの後処理技術でスマージングした表面を滑らかにすることも可能です。
後処理の必要性
機械から取り出した直後に完璧な仕上がりを得ることが難しい場合があることを理解してください。
テフロンは部品の性能や組み立てに影響を与える可能性のある鋭く、薄っぺらいエッジを形成するため、**徹底したバリ取り**プロセスを計画してください。これらは慎重に取り除く必要があります。
テフロンを成功裏に加工するためのチェックリスト
具体的なアプローチは、プロジェクトの主要な目的に合わせて調整する必要があります。一貫した高品質の結果を得るために、努力の優先順位を設定するには、これらのガイドラインを使用してください。
- 厳しい公差が主な焦点の場合: 効果的なクーラントを使用して熱安定性を優先し、加工前に材料を凍結させることを真剣に検討してください。
- きれいな表面仕上げが主な焦点の場合: 極めて鋭利で研磨された工具(セメンテッドカーバイドやダイヤモンドなど)を使用し、スマージングを防ぐために遅く一貫した送り速度を維持してください。
- 薄肉部品のたわみ防止が主な焦点の場合: ワークピース全体に完全で均一なサポートを提供するカスタム治具を設計してください。
テフロンの固有の特性を適切な準備と技術で尊重することにより、すべての部品で正確で信頼性の高い結果を得ることができます。
要約表:
| 戦略 | 主なアクション | 利点 |
|---|---|---|
| 確実なサポート | 均一なクランプを伴うカスタム治具の使用 | 切削中のたわみと動きの防止 |
| 熱管理 | 鋭利な工具、クーラント、低速 | 熱による膨張とスマージングの低減 |
| 材料の剛性向上 | 加工前にテフロンを凍結させる | よりきれいな切削のために一時的に硬度を向上させる |
形状を維持する精密加工されたテフロン部品が必要ですか? KINTEKは、半導体、医療、産業用途向けに、高品質のPTFEシール、ライナー、実験器具の製造を専門としています。プロトタイプから大量注文まで、カスタム加工の専門知識により、変形を防ぐために必要な精密な技術で部品が加工されることを保証します。当社の専門家に今すぐ連絡して、プロジェクトの要件についてご相談ください!
ビジュアルガイド
関連製品
- 習慣は実験室 ITO FTO の伝導性ガラスのクリーニングの花かごのための形成された PTFE のテフロン部品の製造業者を機械で造りました
- トレース分析用 耐食性三角フッ素樹脂容器 カスタム機械加工PTFE円錐形サンプルセル
- テフロン部品とPTFEピンセットのためのカスタムPTFE部品メーカー
- テフロン容器およびコンポーネントのためのカスタムPTFE部品メーカー
- 耐食性PTFE撹拌インペラおよびカスタマイズ可能なポリテトラフルオロエチレン分散ディスク



















