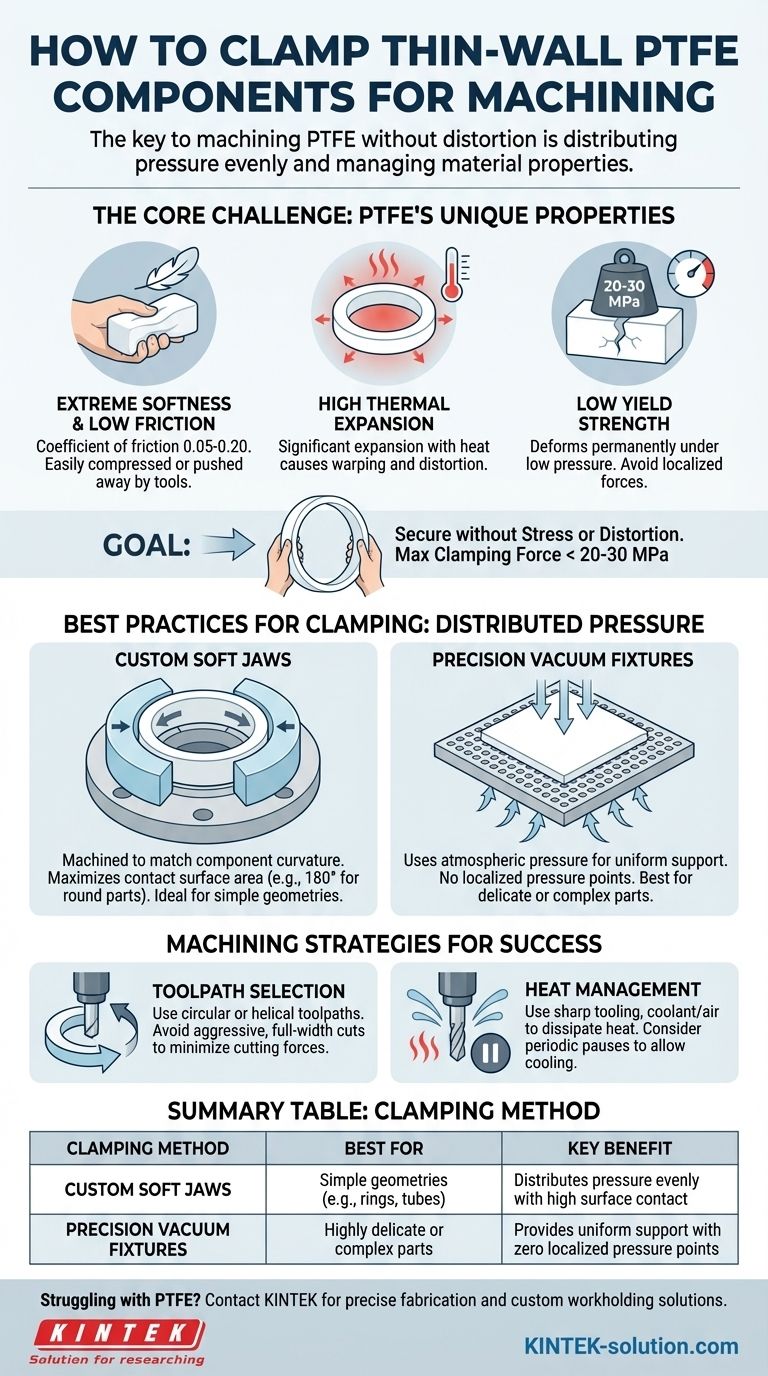
肉薄PTFE部品を適切にクランプするには、圧力を広い表面積に均等に分散させる方法を使用する必要があります。最良の選択肢は、カスタムフィットのソフトジョーまたは精密真空治具です。目標は、部品がしっかりと固定されていることを保証しつつ、いかなる変形も防ぐために、PTFEの降伏強度である20~30 MPaを大幅に下回るクランプ力を加えることです。
肉薄PTFE加工の鍵は、適切なワーク保持が方程式のほんの一部にすぎないことを認識することです。クランプ圧力と切削力の両方による歪みを防ぐために、材料固有の柔らかさ、低摩擦、高い熱膨張を管理する全体的な戦略を採用する必要があります。
中核となる課題:PTFEの独自の特性
ポリテトラフルオロエチレン(PTFE)を理解することが、それを成功裏に加工するための第一歩です。その特性は多くの用途で非常に望ましいものですが、製造プロセスにおいて特有の課題も生じさせます。
極度の柔らかさと低摩擦
PTFEは例外的に柔らかく滑りやすい材料であり、摩擦係数は0.05から0.20の間です。これは、適切に支持されていない場合、切削工具によって容易に圧縮、変形、または押しやられてしまうことを意味します。
高い熱膨張率
この材料は温度変化によって大きく膨張・収縮します。加工中に発生する熱は、肉薄部を反らせたり歪ませたりしやすく、寸法精度を損ないます。
低い降伏強度
降伏強度は、材料が永久に変形し始める点です。PTFEの低い降伏強度(20~30 MPa)は、標準的な硬質ジョーからのわずかな局所的なクランプ圧力でも材料を潰してしまうことを意味します。

ワーク保持とクランプのベストプラクティス
PTFEのクランプ戦略の主な目標は、応力や歪みを導入することなくワークピースを固定することです。これには、高圧で局所的なクランプから離れる必要があります。
圧力分散の原則
材料を挟み込むのではなく、ワーク保持はそれを包み込むようにすべきです。力は可能な限り広い表面積に広げられ、一点あたりの圧力を絶対的に最小限に抑える必要があります。
ソフトジョーの使用
通常アルミニウムで作られるソフトジョーは、最も一般的な解決策です。これらは部品の曲率に正確に一致するように機械加工され、丸い部品に対しては180度の接触を保証する必要があります。これにより表面積が最大化され、負荷が均等に分散されます。
真空治具の採用
最もデリケートな、または複雑な肉薄部品の場合、精密真空治具が優れた選択肢となります。この方法は、大気圧を利用して部品を完全に平坦な、またはカスタム形状の表面に押し付け、局所的な圧力点のない均一なサポートを提供します。
クランプを超えて:成功のための加工戦略
効果的なクランプは不可欠ですが、加工プロセス自体が過度のストレスを引き起こすと失敗します。切削戦略は、材料のデリケートな性質に対応するように設計する必要があります。
ツールパスの選択
ツール径全体が接触するような積極的で全幅のカットは避けてください。代わりに、材料を優しく削り取るために、円形またはヘリカルなツールパスを使用します。このアプローチは切削力を最小限に抑え、薄い部分での振動を低減します。
熱管理が重要
いかなる犠牲を払っても熱の蓄積を防ぐ必要があります。摩擦を減らすために鋭利な工具を使用し、クーラントまたは圧縮空気を使用して熱を放散させ、材料が冷却・安定する時間を確保するためにツールパスで定期的な一時停止を検討してください。
トレードオフの理解
肉薄PTFEの加工はデリケートなバランスを伴います。いずれかの領域で強く押しすぎると失敗につながります。
過剰クランプ 対 部品の滑り
中心的な対立は、部品が動かないように十分にしっかりと固定しつつ、変形させないように十分に優しくすることです。これには、力ずくではなく広範なサポートを提供する治具と、注意深い感覚が必要です。
加工速度 対 熱的安定性
積極的な送り速度と回転速度は効率的に見えますが、部品の反りの原因となる過剰な熱を発生させます。薄肉部で寸法精度を維持するためには、より遅く、より慎重なアプローチが必要です。
治具の複雑さ 対 部品形状
単純なリングであれば、適切に作られたソフトジョーで完璧に加工できるかもしれません。しかし、より複雑または薄い部品は、セットアップにかなりの時間とコストを追加するカスタム加工された真空治具なしでは保持できない可能性があります。
目標に合わせた適切な選択
あなたのワーク保持戦略は、部品の形状とあなたの主な目標によって決定されるべきです。
- 変形防止が主な焦点である場合(単純な形状): 表面接触を最大化するカスタムボア加工されたソフトジョーが、最も実用的で効果的な出発点となります。
- 非常にデリケートまたは複雑な部品の加工が主な焦点である場合: 精密真空治具は、均一でストレスのないサポートを提供する最も信頼性の高い方法です。
- 全体的なプロセスの信頼性達成が主な焦点である場合: 選択したクランプ方法と、低ストレスのツールパスおよびアクティブな熱管理を組み合わせることで、成功を確実にします。
結局のところ、肉薄PTFE加工を習得することは、力ではなく、繊細さをもって材料を扱うことから始まります。
要約表:
| クランプ方法 | 最適用途 | 主な利点 |
|---|---|---|
| カスタムソフトジョー | 単純な形状(例:リング、チューブ) | 高い表面接触で圧力を均等に分散 |
| 精密真空治具 | 非常にデリケートまたは複雑な部品 | 局所的な圧力点ゼロで均一なサポートを提供 |
歪みなく肉薄PTFEの加工にお困りですか? KINTEKは、半導体、医療、実験室産業向けにPTFE部品の精密加工を専門としています。カスタムワーク保持と低ストレス加工の専門知識により、プロトタイプから大量生産まで、デリケートな部品を確実に固定し、正確な仕様で機械加工します。
KINTEKに今すぐお問い合わせて、プロジェクトについてご相談の上、お見積もりを取得してください。
ビジュアルガイド
関連製品
- 耐酸性PTFEボタン電池テスト治具 カスタマイズ可能な高純度電気化学テストクランプ
- 耐食性PTFEコインセル電池テストクランプおよび耐酸カスタムフッ素樹脂電池治具
- 塩化水素および水ろ過用PTFEフィルターメンブレンホルダー 90mm 環境サンプリングクランプ カスタマイズ可能
- カスタマイズ可能 PTFE 断熱プレート 耐高温腐食 実験室用 多段積層サポートスタンド
- PFAフラスコ用カスタムPTFE定圧分液漏斗、耐食性・低バックグラウンド実験器具



















