ポリテトラフルオロエチレン(PTFE)の機械加工を成功させるには、クリーンな切削のために鋭利な工具を最優先し、熱膨張を管理するための効果的な冷却、材料の引き裂きを防ぐための制御された送り速度、および部品の変形を防ぐための最小限のクランプ圧力を適用する必要があります。これらの技術は単なる提案ではなく、材料特有の柔らかさと熱に対する感受性に対抗するために不可欠です。
PTFE加工の核心的な課題は硬さではなく、固有の不安定性にあります。成功は、圧力下での変形と熱による膨張の傾向を管理できるかどうかに完全に依存しており、力よりも繊細な操作に焦点を当てる必要があります。
核心的な課題:PTFEの挙動を理解する
PTFEの機械加工は一見すると欺くほど簡単です。柔らかく、簡単に切削できます。しかし、寸法精度を達成するには、その3つの主要な特性を深く理解する必要があります。
その欺くほどの柔らかさ
PTFEの低密度と柔らかさは、切削工具に対する抵抗がほとんどないことを意味します。これにより材料の除去は容易になりますが、工具が完全に鋭利でない場合、材料が引き裂かれたり、食い込んだり、びびりが発生しやすくなります。
この柔らかさはまた、部品の端にかなりのバリが発生する原因となるため、適切な機能と組み立てを確実にするために、最終的なバリ取り工程で注意深く除去する必要があります。
極端な熱膨張
PTFEは非常に高い熱膨張係数を持ちます。切削中の摩擦によって発生するわずかな熱でさえ、材料が大幅に膨張し、寸法公差を台無しにします。
部品が冷えると収縮し、切削中に正しかった寸法はもはや規定内に収まらなくなります。これにより、熱管理が精密なPTFE加工における主要な戦いとなります。
応力クリープの傾向
圧力下で、PTFEは時間とともに変形します。この応力クリープとして知られる特性は、ワーク保持にとって大きな課題です。
部品をバイスや治具にきつくクランプしすぎると、ゆっくりと圧縮されます。部品は完璧に加工されたように見えても、クランプ圧力が解放されると、歪んだ使用不可能な形状に跳ね返ります。

必須の機械加工パラメータと技術
すべての加工の決定は、材料の自然な傾向を軽減するという目標をもって行われる必要があります。
工具の選択:鋭利さは譲れない
最も重要な要素は切削工具の刃先です。高いすくい角と研磨された滑らかな表面を持つ、極めて**鋭利な工具**を使用してください。
ハイス鋼(HSS)または超硬工具も有効ですが、刃先の鋭利さと形状は、工具材料そのものよりもはるかに重要です。鈍い工具は材料を押しつぶし、過剰な熱と粗い仕上がりを発生させます。
送り速度と回転速度:繊細なバランス
目標は、過剰な熱を発生させることなくきれいな切りくずを生成することです。切削ではなく擦れることが熱の主な発生源であり、避けなければなりません。
中程度の切削速度、通常は**毎分200〜500表面フィート(SFM)**から開始します。
連続した切りくずを維持するのに十分な送り速度、通常は**1回転あたり0.002〜0.010インチ(IPR)**を使用します。送り速度が遅すぎると、工具が擦れて熱と粗い表面仕上げが発生します。
クーラントの役割
熱膨張を管理するためには、クーラントの一貫した大量使用が必須です。目標は、発生した熱を可能な限り迅速に運び去るために、部品と工具を十分に浸すことです。
荒削りには加圧空気も使用できますが、仕上げ加工や厳しい公差を維持するには**水溶性クーラント**が優れています。
ワーク保持:軽くて一貫した圧力
部品をしっかりと保持するために必要な最小限のクランプ圧力のみを使用し、変形を防ぎます。
広い表面積を持つ治具やカスタムのソフトジョーを使用して、クランプ力を均等に分散させます。応力クリープによる歪みを確実に引き起こすため、一点に集中した圧力をかけないでください。
落とし穴とトレードオフの理解
PTFEの特有の特性を無視すると、常に部品の失敗につながります。一般的な失敗モードを認識することが防止の鍵となります。
厳しい公差の課題
高い熱膨張とクリープの傾向があるため、PTFEで厳しい公差を維持することは非常に困難です。部品設計はこの点を考慮に入れるべきです。
設計が非常に厳しい公差を要求する場合、温度管理された環境で仕上げ切削を行い、最終測定の前に材料を安定させることが極めて重要です。
最終的かつ決定的なステップ:バリ取り
PTFEの柔らかく繊維質な性質により、加工されたほぼすべてのフィーチャーにかなりのバリが発生します。
これは加工不良の兆候ではなく、材料固有の特性です。機能的なPTFE部品のほぼすべてにおいて、徹底的で丁寧な手動または自動のバリ取り工程が必須の最終ステップとなります。
アンバランスな部品や薄肉部品
柔らかさと発熱の組み合わせにより、薄肉部品やアンバランスな部品の加工は特に困難になります。切削力と熱により、これらのフィーチャーがたわんだり変形したりしやすく、不正確さにつながります。
目標に応じた適切な選択をする
アプローチは、特定の部品にとって最も重要な結果に基づいて調整する必要があります。
- 最も厳しい寸法精度を達成することに重点を置く場合:何よりもまず、積極的な冷却と最小限で均等に分散されたクランプ圧力を優先します。
- 優れた表面仕上げを得ることに重点を置く場合:極めて鋭利で研磨された工具を使用し、擦れずにきれいな切りくずを生成するように最適化された送り速度に集中します。
- 部品の変形を防ぐことに重点を置く場合:ワークピース全体を支える治具を設計し、必要とされる最小限のクランプ力を適用します。
結局のところ、PTFEの機械加工を成功させるということは、材料の特性に逆らうのではなく、尊重することを意味します。
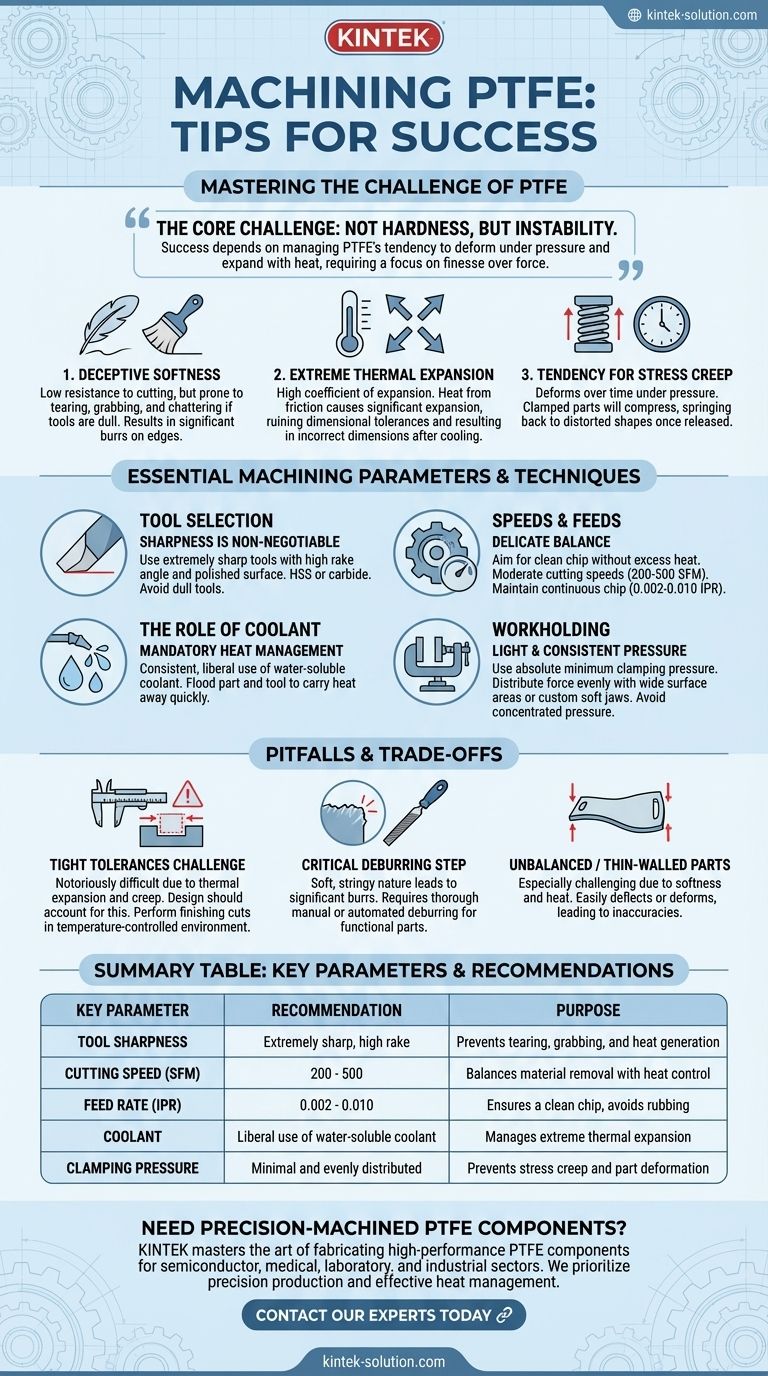
要約表:
| 主要パラメータ | 推奨事項 | 目的 |
|---|---|---|
| 工具の鋭利さ | 極めて鋭利、高いすくい角 | 引き裂き、食い込み、発熱の防止 |
| 切削速度 (SFM) | 200 - 500 | 材料除去と熱制御のバランスをとる |
| 送り速度 (IPR) | 0.002 - 0.010 | きれいな切りくずを確保し、擦れを避ける |
| クーラント | 水溶性クーラントを大量に使用 | 極端な熱膨張の管理 |
| クランプ圧力 | 最小限で均等に分散 | 応力クリープと部品の変形の防止 |
精密機械加工されたPTFE部品が必要ですか?
PTFEを正確な仕様で機械加工するには、専門的な専門知識と材料の特性に対する深い尊重が必要です。**KINTEK**では、半導体、医療、実験室、産業分野向けに、シールやライナーから複雑な実験器具に至るまで、高性能PTFEコンポーネントの製造技術を習得しています。
私たちは、プロトタイプであれ大量注文であれ、お客様の部品が厳格な寸法および機能要件を満たすことを保証するために、精密な製造と効果的な熱管理を優先しています。
**PTFE加工の課題は私たちに任せてください。**カスタム製造のニーズについて話し合うために、**今すぐ専門家にご連絡ください**。
ビジュアルガイド
関連製品
- テフロン部品とPTFEピンセットのためのカスタムPTFE部品メーカー
- 習慣は実験室 ITO FTO の伝導性ガラスのクリーニングの花かごのための形成された PTFE のテフロン部品の製造業者を機械で造りました
- カスタマイズ可能なPTFEスクレーパーとショベル
- 高度な産業用途向けのカスタムPTFEテフロンボール
- 実験室化学混合用 耐食性PTFE分散ディスク 高温プロペラ撹拌パドル



















