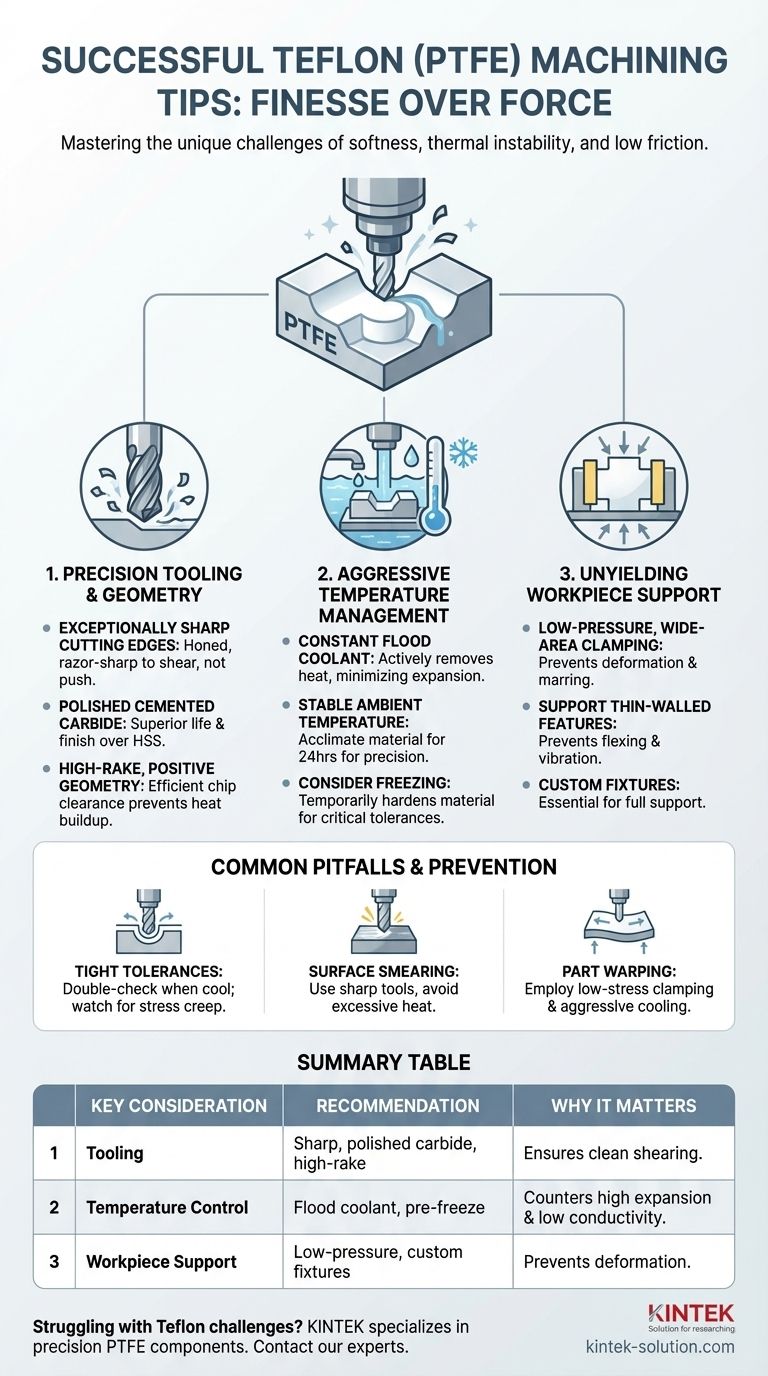
テフロン(PTFE)加工を成功させるには、 3つの重要な側面に焦点を当てる必要があります。それは、切りくず排出を促進する形状を持ち、極めて鋭利で研磨された超硬工具を使用すること、クーラントを使用したり材料を凍結させたりして温度を積極的に管理すること、そして柔らかい材料が圧力下で変形するのを防ぐために強固なワークピースサポートを提供することです。これらの技術は、テフロン固有の柔らかさ、低い熱伝導率、高い熱膨張率に直接対抗するものです。
テフロン加工の核心的な課題は硬度ではなく、柔らかさ、熱的不安定性、低摩擦の独自の組み合わせにあります。成功するには、力の行使よりも繊細さが求められ、プロセスのあらゆる段階で熱の蓄積と物理的な変形の防止に完全に焦点を当てる必要があります。

テフロン加工が特有の課題である理由
具体的な技術を適用する前に、加工戦略全体を決定する材料特性を理解することが不可欠です。テフロンの最終用途にとって最も価値のある特性が、正確な加工を困難にする原因となっています。
柔らかさの問題
テフロンは極めて柔らかい材料です。これは、きれいに切断されるのではなく、工具の圧力下で圧縮、変形、またはスマージング(引きずり)される傾向が強いことを意味します。
これには、極めて鋭い刃先と、ワークピース全体を支え、工具からたわむのを防ぐワーク保持戦略が必要です。
熱膨張の問題
テフロンは熱膨張係数が非常に高いです。切削摩擦によるわずかな温度上昇でも、材料は大幅に膨張します。
この膨張は寸法精度を損ない、熱を積極的に管理しないと厳しい公差を維持することが不可能になります。これはクーラントが推奨されるだけでなく不可欠である主な理由です。
低い熱伝導性の問題
膨張の問題をさらに悪化させることに、テフロンは優れた絶縁体です。熱をうまく放散しません。
これは、切削工具によって発生した熱が切削点に集中したままになり、すぐに材料の膨張、ガム状化、さらには溶解につながることを意味します。
テフロン加工成功の柱
成功するアプローチは、工具、温度、サポートの各要素を制御することに基づいています。これらの一つでも間違えると、最終的な部品の品質が損なわれます。
工具の選択と形状
適切な工具は、スマージングされた塊ではなく、クリーンな切断を実現するための最も重要な要素です。
極めて鋭い刃先を使用してください。 研磨され、カミソリのように鋭いエッジが必須です。わずかな鈍さでも、材料をせん断するのではなく、押し付けてスマージングさせてしまいます。
超硬工具を選択してください。 シャープなハイス(HSS)でも機能しますが、研磨された超硬工具の方が優れた寿命と表面仕上げを提供します。
ハイレーキのポジティブな形状を確保してください。 工具は、切りくずをワークピースから効率的に持ち上げて排出するように設計されている必要があります。不十分な切りくず排出は、熱の蓄積と表面の損傷につながります。
積極的な温度管理
部品の温度を制御することは、その寸法を制御することです。これはいくら強調してもしすぎることはありません。
クーラントを継続的に大量に供給してください。 水溶性クーラントは、切削ゾーンから熱を積極的に除去し、熱膨張を最小限に抑えるのに優れています。
安定した周囲温度を維持してください。 高精度な作業では、加工前に材料を24時間現場の温度に順応させ、安定した開始点となるようにします。
材料を凍結することを検討してください。 最も重要な公差を得るために、PTFEを一時的に凍結させると、より硬く、より剛性が高くなります。これにより、変形と熱的影響が劇的に減少し、より正確な切断が可能になります。
揺るぎないワークピースサポート
テフロンは非常に柔らかいため、クランプ圧力や切削自体の力で容易に変形します。
広い表面積にわたって低いクランプ圧力を適用してください。 材料に傷をつけたりへこませたりする可能性のある鋭いジョーのバイスは避けてください。部品を完全にサポートするカスタムのソフトジョーや治具が理想的です。
薄肉またはデリケートな部分をサポートしてください。 切削されている領域の直後の材料が、たわんだり振動したりしないように完全にサポートされていることを確認してください。
一般的な落とし穴の理解
適切な戦略があっても、PTFEを扱う上で固有の課題がいくつかあります。それらを認識することが、トラブルシューティングと予防の鍵となります。
厳しい公差の課題
熱膨張と**応力クリープ**(圧力がかかっている状態で材料が時間とともにゆっくりと変形する傾向)の複合効果により、厳しい公差の維持は困難です。
部品が室温に戻った後、必ず寸法を再確認し、加工後に動きが生じる可能性があることに注意してください。
表面のスマージングとバリの回避
スマージングは、材料が切断されるのではなく、工具によって溶かされているか、押されている兆候です。これは、鈍い工具、過剰な熱、または不適切な送り速度が原因であることがほとんどです。
同様に、テフロンは従来の「切りくず」ではなく、連続的でガム状の削りくずを生成します。この材料をきれいにせん断し、大きなバリを防ぐためには、鋭い工具と適切な形状が不可欠です。
部品の反りの軽減
反りは、加工中および加工後に発生する可能性があります。これは通常、材料内部の応力が解放されること、または過剰な熱とクランプ力によって引き起こされます。
低応力クランプ方法と積極的な冷却を使用することが、部品が予期せず形状を変えるのを防ぐ最良の方法です。
目標に応じた適切な選択
加工戦略は、完成品の部品の特定の要件に合わせて調整する必要があります。
- 最も厳しい公差の達成が主な焦点である場合: 材料の予備冷却や凍結を含め、積極的な温度管理を優先してください。
- 可能な限り最高の表面仕上げが主な焦点である場合: 極めて鋭利で研磨された超硬工具の使用に集中し、均一なマット仕上げのために加工後のビーズブラストを検討してください。
- 薄肉部品の変形防止が主な焦点である場合: ワークピースに完全なサポートを提供する治具を設計し、熱による反りを防ぐためにクーラントを継続的に大量に供給してください。
結局のところ、テフロン加工の習得は、材料の固有の特性を尊重し、それらに対応するようにプロセスを適応させることから始まります。
要約表:
| 重要な考慮事項 | 推奨事項 | 重要性 |
|---|---|---|
| 工具 | ハイレーキ形状の鋭利で研磨された超硬工具を使用する。 | 柔らかい材料をスマージングするのではなく、きれいにせん断することを保証する。 |
| 温度管理 | クーラントを大量に供給するか、材料を予備凍結する。 | 高い熱膨張と低い伝導率に対抗し、公差を維持する。 |
| ワークピースサポート | 低圧で広範囲のクランプとカスタム治具を使用する。 | 切削力やクランプ力による柔らかいPTFEの変形を防ぐ。 |
スマージング、反り、厳しい公差の維持など、テフロン加工の課題でお困りですか? その必要はありません。KINTEKでは、半導体、医療、産業分野向けに、カスタムシールやライナーから複雑な実験器具まで、PTFE部品の精密製造を専門としています。高度な工具と温度管理に関する当社の専門知識により、PTFE部品が毎回正確な仕様で機械加工されることが保証されます。
複雑なことは私たちに任せてください。今すぐ当社の専門家にご連絡いただき、プロトタイプから大量生産までのプロジェクトについてご相談ください。
ビジュアルガイド
関連製品
- トレース分析用 耐食性三角フッ素樹脂容器 カスタム機械加工PTFE円錐形サンプルセル
- 習慣は実験室 ITO FTO の伝導性ガラスのクリーニングの花かごのための形成された PTFE のテフロン部品の製造業者を機械で造りました
- 特注PTFE製実験装置 耐食性 低バックグラウンド反応セル 精密CNC加工
- テフロン部品とPTFEピンセットのためのカスタムPTFE部品メーカー
- PM2.5分析用 セラミックブレード搭載 高純度PTFE製フィルターメンブレンカッター カスタマイズ対応 実験用ろ紙分割装置



















