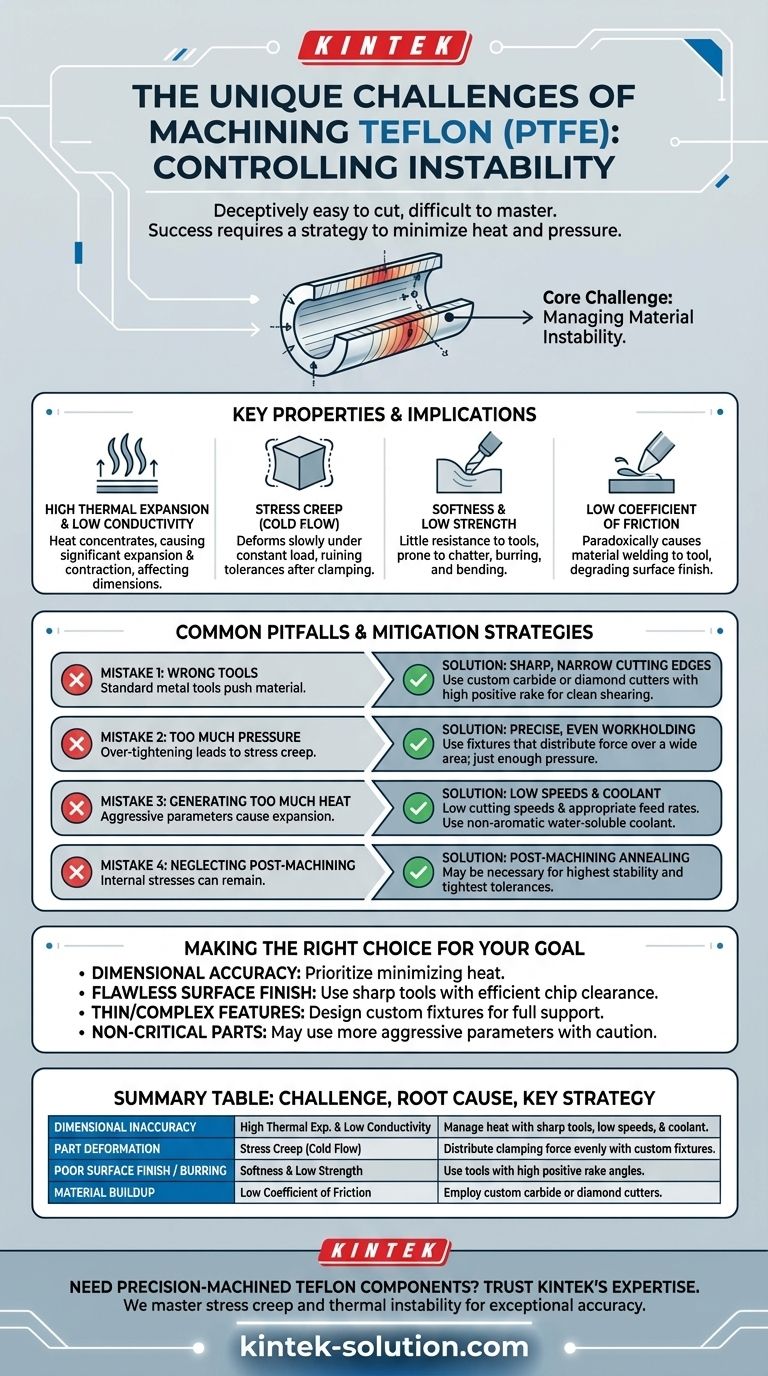
一見すると、テフロン(PTFE)はその柔らかさから機械加工が容易に見えますが、これは誤解を招きます。特有の課題は、金属や他のプラスチックには見られない特性の組み合わせから生じます。それは、低い熱伝導率、高い熱膨張係数、そして応力クリープとして知られる圧力下での変形傾向です。これらの要因により、厳しい公差とクリーンな表面仕上げを達成することが非常に困難になります。
テフロンの機械加工における核心的な課題は、材料を切削することではなく、その固有の不安定性を制御することです。成功には、ワークの固定から最終切削まで、あらゆる段階で熱と圧力を最小限に抑えることに焦点を当てた戦略が必要であり、これにより部品が予測不能に変形するのを防ぎます。

根本原因:材料の不安定性の管理
剛性があり熱的に安定している金属とは異なり、テフロンは機械加工プロセス中に根本的に不安定です。その柔らかさにより材料の除去は容易ですが、この同じ特性により、工具の圧力やクランプ力による変形に非常に敏感になります。
真の困難は、機械加工の熱と応力に対する材料の反応を管理することにあります。適切なアプローチがなければ、部品は簡単に公差外れになったり、反ったり、バリだらけになったりする可能性があります。
主要な特性と機械加工への影響
4つの主要な材料特性を理解することは、テフロンの機械加工における課題を診断し解決するために不可欠です。
高い熱膨張率と低い熱伝導率
テフロンは熱をうまく放散しません。切削工具によって発生した熱は接触点に集中し、材料を大きく膨張させます。
部品が冷却されると収縮します。この操作中の絶え間ないサイズの変化が、正確な寸法を維持する上での主要な課題となります。
応力クリープ(コールドフロー)
テフロンは、室温であっても一定の荷重下で時間とともにゆっくりと変形する傾向があります。これは応力クリープまたはコールドフローとして知られています。
部品が万力でクランプされると、クリープが始まります。機械加工後、クランプ圧力が解放されると、部品は変形し、達成された厳しい公差を台無しにします。
柔らかさと低い強度
柔らかさにより材料は切削しやすいですが、同時に切削工具に対する抵抗がほとんどないため、工具のびびりのリスクが生じます。
この柔らかさにより、テフロンはバリが発生しやすく、特に薄い壁や不均衡な形状の場合、部品が変形したり、カッターから離れて曲がったりする可能性があります。
低い摩擦係数
テフロンの有名な滑りやすさは、逆説的に材料が切削工具の先端に付着したり溶着したりする原因となることがあります。これは、熱と圧力が材料を軟化させるのに十分なほど高くなったときに発生します。
工具の刃先にこの堆積物ができると、表面仕上げが劣化し、部品の最終寸法が仕様外になる可能性があります。
一般的な落とし穴とその回避方法
テフロンを成功裏に機械加工するには、その固有の特性に対抗するために設計された特定の考え方とツールセットが必要です。
間違い1:間違った工具の使用
金属に使用される標準的な切削工具はうまく機能しません。テフロンの柔らかさには、材料を押し出すのではなく、クリーンなせん断作用を生み出すために、非常に鋭く狭い切れ刃が必要です。
材料の堆積を防ぎ、クリーンな切りくず排出を確保するためには、高いすくい角と逃げ角を持つカスタム超硬カッターが必要となることがよくあります。最高の精度を求める場合は、ダイヤモンドカッターが優れた性能を発揮します。
間違い2:過剰な圧力の印加
万力を締めすぎると、応力クリープにより確実に失敗するというよくある間違いです。ワークの固定は正確に行い、部品を固定するのに十分な圧力だけをかける必要があります。
クランプ力を広い表面積に均等に分散させる治具を使用してください。これにより、変形につながる局所的な圧力点を生じさせることなく、サポートが提供されます。
間違い3:過剰な熱の発生
他の材料に機能するような積極的な切削速度と送り速度は、テフロンに過剰な熱を発生させ、膨張させて公差を台無しにします。
低い切削速度と適切な送り速度を使用してください。非芳香族の水溶性クーラントの使用も、熱を管理し、表面仕上げを改善し、工具寿命を延ばすために強く推奨されます。
間違い4:加工後の影響の無視
完璧な技術を用いたとしても、機械加工中に内部応力が発生する可能性があります。最高の安定性と最も厳しい公差を必要とする部品の場合、これらの応力を除去するために加工後のアニーリングが必要になることがあります。
目標に応じた適切な選択
完成品の特定の要件に基づいて、戦略を調整する必要があります。
- 寸法精度が最優先の場合:非常に鋭い工具、低い切削速度、効果的なクーラントを使用して熱を最小限に抑えることを優先してください。
- 完璧な表面仕上げが最優先の場合:鋭く狭い切れ刃を持ち、効率的な切りくず排出のために特別に設計された形状の工具を使用してください。
- 薄いまたは複雑な形状を加工する場合:過剰なクランプ圧力をかけずに部品を完全にサポートするカスタム治具を設計してください。
- 部品が非重要で公差が緩い場合:より積極的なパラメータを使用できるかもしれませんが、熱の蓄積と変形に注意してください。
テフロンの機械加工における成功は、力ではなく、材料のユニークで不安定な性質を尊重する、正確で意図的なアプローチから生まれます。
要約表:
| 課題 | 根本原因 | 主な緩和戦略 |
|---|---|---|
| 寸法精度不良 | 高い熱膨張率と低い熱伝導率 | 鋭い工具、低速、クーラントを使用して熱を管理する。 |
| 部品の変形(応力クリープ) | 圧力下での材料のコールドフロー | クランプ力を均等に分散させる治具を設計する。 |
| 劣悪な表面仕上げ/バリ | 柔らかさと低い強度 | クリーンなせん断のために高いすくい角を持つ工具を使用する。 |
| 工具への材料付着 | 低い摩擦係数 | 効率的な切りくず排出のためにカスタム超硬またはダイヤモンドカッターを採用する。 |
精密機械加工されたテフロン部品が必要ですか?KINTEKの専門知識を信頼してください。
テフロンを正確な仕様に合わせて機械加工するには、専門的な知識と設備が必要です。KINTEKは、半導体、医療、実験室、産業分野向けに高品質なPTFE部品(シール、ライナー、実験器具など)を製造しています。当社は、応力クリープと熱不安定性の課題を克服し、卓越した寸法精度と表面仕上げの部品を提供します。
当社は精密生産を優先し、試作品から大量注文までカスタム製造を提供しています。お客様のプロジェクトに当社の専門知識を適用させてください。
今すぐKINTEKにお問い合わせください 見積もりを依頼し、テフロン部品に安定性と精度をもたらす方法をご覧ください。
ビジュアルガイド
関連製品
- テフロン部品とPTFEピンセットのためのカスタムPTFE部品メーカー
- テフロン容器およびコンポーネントのためのカスタムPTFE部品メーカー
- PTFE分散ディスク 食品・化粧品グレード 非粘着 耐腐 大型攪拌パドル カスタマイズ可能インペラ
- 高度な産業用途向けカスタマイズ可能なPTFEロッド
- 実験室化学混合用 耐食性PTFE分散ディスク 高温プロペラ撹拌パドル



















