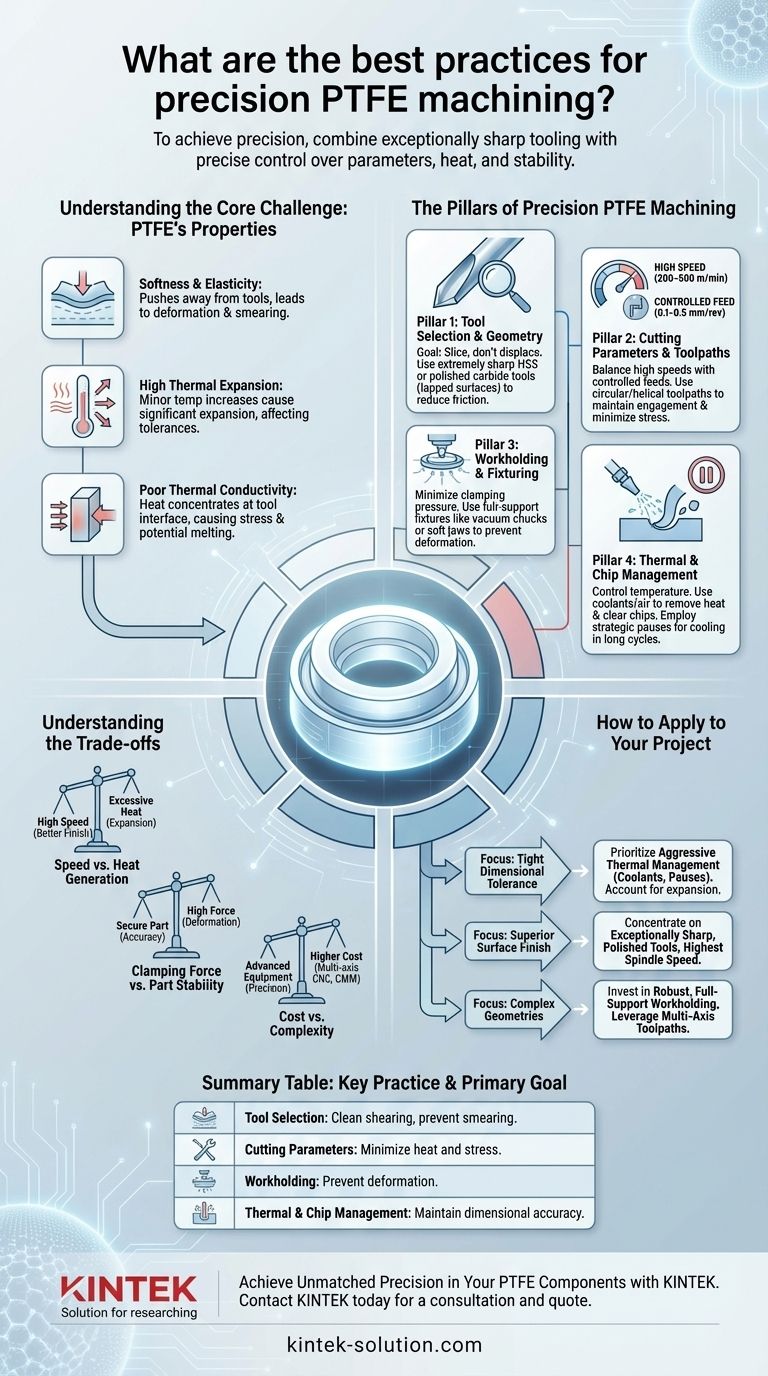
ポリテトラフルオロエチレン(PTFE)の加工で精度を達成するには、極めて鋭利な工具と、切削パラメータ、熱発生、ワークの安定性に対する正確な制御を組み合わせる必要があります。中心となる実践方法は、HSSまたは研磨された超硬工具の使用、高い切削速度(200〜500 m/min)と制御された送り速度(0.1〜0.5 mm/rev)の維持、そして材料の変形を防ぐための真空チャックのような確実で低圧の固定具の採用です。
PTFE加工における中心的な課題は、材料を切削することではなく、その特有の物理的特性を管理することです。その柔らかさ、低い熱伝導率、高い熱膨張により、成功は積極的な材料除去よりも、変形と熱の制御にかかっています。

中心的な課題の理解:PTFEの特性
PTFEを効果的に加工するには、まずその基本的な特性を尊重する必要があります。これらの特性は最終用途では利点となりますが、製造工程では大きな障害となります。
柔らかさと弾性の影響
PTFEは非常に柔らかい材料であり、きれいにせん断されるのではなく、切削工具から押しやられる傾向があります。
鈍い工具や不適切な形状の工具を使用すると、正確な切断ではなく、変形、材料のスマearing(塗り広がり)、および大きなバリが発生します。
高い熱膨張の問題
PTFEは熱膨張係数が非常に高いです。切削摩擦によるわずかな温度上昇でも、材料が大きく膨張する可能性があります。
この膨張は重要な寸法を狂わせるため、熱を細心の注意を払って管理しないと、厳しい公差を維持することが困難になります。
低い熱伝導性の課題
金属とは異なり、PTFEは優れた熱絶縁体です。切削ゾーンから熱をうまく放散しません。
熱は工具と材料の界面に集中し、すぐに熱膨張、潜在的な溶融、ワークピースへの応力を引き起こします。
精密PTFE加工の柱
PTFEを習得するには、4つの主要な焦点分野を通じて材料の特性に対処する全体的なアプローチが必要です。
柱1:工具の選択とジオメトリ
適切な工具が最も重要な要素です。目標は、材料を変位させるのではなく、スライスすることです。
極めて鋭い切削エッジを使用する。材料を押し広げたり変形させたりするのを防ぐために、研磨された、カミソリのように鋭いエッジは交渉の余地がありません。
適切な工具材料を選択する。高速度鋼(HSS)と超硬工具の両方が有効ですが、摩擦と材料の堆積を減らすために、超硬工具は高度に研磨された(ラップされた)表面を持っている必要があります。
柱2:切削パラメータとツールパス
機械の設定は、熱発生と機械的応力を最小限に抑えるように最適化する必要があります。
高速と制御された送り速度のバランスをとる。効率的な切削を確実にするために高い切削速度(200〜500 m/min)を使用しますが、過剰な摩擦を防ぐために中程度の送り速度(0.1〜0.5 mm/rev)と組み合わせます)。
戦略的なツールパスを採用する。一定の工具食いつきを維持し、振動を最小限に抑えるために、円形またはヘリカルなツールパスを使用します。特に薄肉セクションでは、応力を軽減するために、積極的で幅いっぱいの切削は避けてください。
柱3:ワーク保持と固定具
PTFEは容易に変形するため、ワークの保持方法は切削方法と同じくらい重要です。
クランプ圧力を最小限に抑える。標準的なバイスを締めすぎると、材料が圧縮・歪み、圧力が解放された後に不正確な最終寸法につながります。
完全なサポートを提供する。真空チャックや部品の形状に合わせてカスタム成形されたソフトジョーなど、ワークピース全体をサポートする固定具を使用して、変形なしで最大の安定性を確保します。
柱4:熱と切りくずの管理
寸法精度を維持するためには、温度の制御が不可欠です。
適切なクーラントを使用する。液浸クーラントまたは圧縮空気は、切削ゾーンから熱を除去し、PTFEが頻繁に生成する糸状の切りくずを排出するのに役立ちます。
戦略的な一時停止を検討する。長い切削サイクルや深い切削の場合、定期的な一時停止をプログラムすることで、材料が冷却・安定化し、熱の蓄積が公差を損なうのを防ぎます。
トレードオフの理解
PTFEで精度を達成するには、競合する要因のバランスをとる必要があります。これらの妥協点を理解することが、トラブルシューティングとプロセス最適化の鍵となります。
速度 対 熱発生
高い切削速度はより良い表面仕上げを促進しますが、それを過度に進めると、適切な冷却なしでは過剰な熱が発生し、部品が膨張して公差外になる可能性があります。最適な速度は、熱的影響が管理不能になる前の可能な最高速度であることがよくあります。
クランプ力 対 部品安定性
安定した部品はチャタリングを防ぎ、精度を保証します。しかし、PTFEの柔らかさにより、金属に必要な安定性のための力は大きな変形を引き起こします。目標は、まだ部品の動きや振動を排除するのに十分な最小限のクランプ力を探すことです。
コスト 対 複雑さ
最高の精度を達成するには、高度な機器が必要になることがよくあります。多軸CNC機械は複雑なジオメトリを可能にし、三次元測定機(CMM)は厳しい公差を確認するために必要であり、プロセス全体のコストと複雑さを増大させます。
プロジェクトへの適用方法
特定の加工戦略は、コンポーネントにとって最も重要な結果によって導かれるべきです。
- 主な焦点が厳しい寸法公差の場合:クーラントと一時停止を使用した積極的な熱管理を優先し、プログラムされた寸法が熱膨張の可能性を考慮していることを確認してください。
- 主な焦点が優れた表面仕上げの場合:極めて鋭利で研磨された工具を使用し、可能な限り高い主軸速度と、制御された一貫した送り速度に集中してください。
- 主な焦点が複雑なジオメトリの加工の場合:堅牢で完全なサポートを備えたワーク保持に投資し、応力と工具交換を最小限に抑える多軸ツールパスを活用します。
結局のところ、PTFEを精密に加工することは洗練された技術の演習であり、材料に対する深い理解こそが最も重要なツールであることを証明しています。
要約表:
| 主要な実践 | 主な目標 | 重要な考慮事項 |
|---|---|---|
| 工具の選択とジオメトリ | きれいなせん断、スマearingの防止 | 極めて鋭利なHSSまたは研磨された超硬工具を使用する。 |
| 切削パラメータ | 熱と応力の最小化 | 高速(200-500 m/min)、制御された送り速度(0.1-0.5 mm/rev)。 |
| ワーク保持と固定具 | 変形の防止 | 真空チャックのような低圧で完全サポートの方法を使用する。 |
| 熱と切りくずの管理 | 寸法精度の維持 | 熱を制御するためにクーラント/空気と戦略的な一時停止を適用する。 |
KINTEKでPTFEコンポーネントの比類のない精度を実現
PTFEを厳密な基準で加工するには、専門的な専門知識と、力よりも洗練された技術に焦点を当てることが必要です。KINTEKでは、半導体、医療、実験室、産業分野向けに、シール、ライナー、カスタム実験器具を含む精密PTFEコンポーネントを製造しています。私たちは、シャープな工具、正確なパラメータ、確実な固定具という重要なバランスを習得し、プロトタイプから大量生産まで、優れた寸法精度と表面仕上げの部品をお届けします。
お客様の最も困難なプロジェクトに、当社の深い材料知識を適用させてください。KINTEKに今すぐお問い合わせいただき、コンサルテーションと見積もりをご依頼ください。
ビジュアルガイド
関連製品
- トレース分析用 耐食性三角フッ素樹脂容器 カスタム機械加工PTFE円錐形サンプルセル
- 習慣は実験室 ITO FTO の伝導性ガラスのクリーニングの花かごのための形成された PTFE のテフロン部品の製造業者を機械で造りました
- 特注PTFE製実験装置 耐食性 低バックグラウンド反応セル 精密CNC加工
- テフロン部品とPTFEピンセットのためのカスタムPTFE部品メーカー
- 高度な産業用途向けカスタマイズ可能なPTFEロッド



















