ポリテトラフルオロエチレン(PTFE)加工における根本的な課題は、その矛盾した性質にあります。非常に柔らかく加工しやすいことで有名ですが、その特性により、特に従来の加工パラメーターでアプローチした場合、驚くほど急速な工具摩耗を引き起こします。
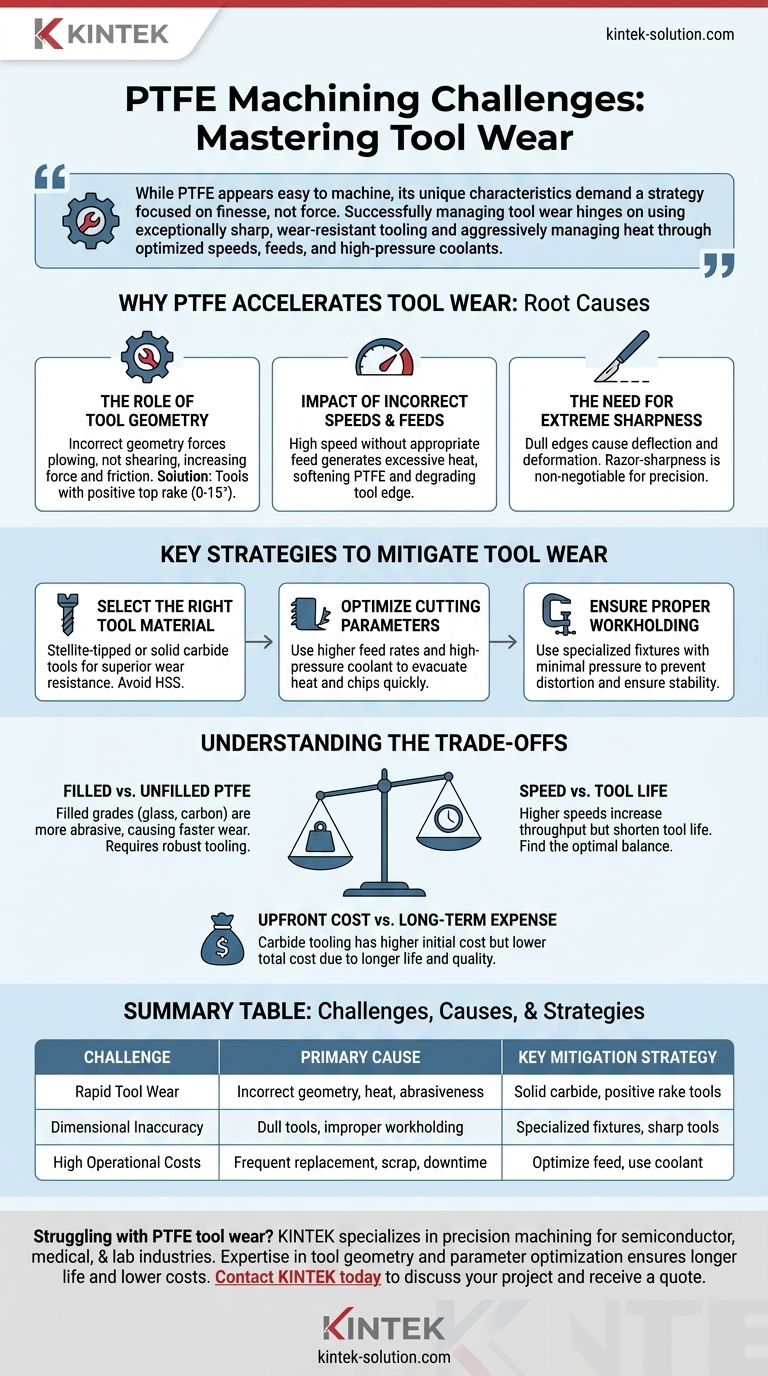
PTFEは加工が容易に見えますが、その特有の特性は、力ではなく、繊細さに焦点を当てた戦略を要求します。工具摩耗をうまく管理できるかどうかは、非常に鋭利で耐摩耗性のある工具を使用し、最適化された速度、送り速度、高圧クーラントによって熱を積極的に管理することにかかっています。
PTFEが工具摩耗を加速させる理由
工具摩耗の根本原因を理解することが、それを軽減するための第一歩です。PTFEは、金属や他のポリマーとは大きく異なる方法で切削工具と相互作用します。
工具形状の役割
不適切な工具形状は、材料をきれいにせん断するのではなく、材料を押しつぶしたり変形させたりするように工具に強制します。これにより、切削力と摩擦が劇的に増加します。
正のすくい角(0度から15度)を持つ工具が不可欠です。この形状は、圧力を軽減し、熱の蓄積を最小限に抑え、よりスムーズな切削作用を促進する鋭い刃先を作り出します。
不適切な速度と送り速度の影響
柔らかい材料であるため直感に反するように思えますが、適切な送り速度と組み合わされていない場合、高速は有害になる可能性があります。
工具を速すぎると回転させ、十分な速さで送り込まないと、過度の摩擦熱が発生します。この熱はPTFEを軟化させ、ベタつかせることがあり、また工具自体の刃先を劣化させ、摩耗を加速させる可能性があります。
極度の鋭さの必要性
たとえ微小であっても、鈍い刃先ではPTFEを効果的に切断できません。代わりに、たわみや材料の変形を引き起こします。
カミソリのように鋭い刃先を維持することは譲れません。性能を維持し、部品が公差を外れるのを防ぐためには、定期的な検査と再研磨が不可欠です。

工具摩耗を軽減するための主要な戦略
幸いなことに、これらの課題は、適切な工具と技術を優先する体系的なアプローチによって克服できます。
適切な工具材料の選択
標準的な高速度鋼(HSS)工具は非常に速く摩耗します。
あらゆる生産作業において、Stelliteチップまたはソリッドカーバイド工具が理想的な選択肢です。それらの優れた硬度と耐摩耗性は、はるかに長い寿命を提供し、鋭い刃先をより長く維持するのに役立ちます。
切削パラメーターの最適化
目標は、熱が工具やワークピースに蓄積するのを防ぐために、材料を切削し、切りくずをできるだけ速く排出することです。
適切な速度と組み合わせて高い送り速度を使用すると、これを達成するのに役立ちます。さらに、高圧クーラントを使用すると、摩擦を減らし、切削ゾーンから切りくずを排出するのに非常に効果的です。
適切なワーク保持の確保
PTFEの柔らかさは、圧力下で歪みやすい原因となります。バイスやクランプを締めすぎると、部品の寸法精度が損なわれます。
柔らかい材料用に設計された特殊な治具を使用し、最小限のクランプ圧力で広範なサポートを提供します。これにより、反りを防ぎ、加工中に部品が安定した状態を保つことが保証されます。
トレードオフの理解
正しい決定を下すには、競合する要因のバランスを取る必要があることがよくあります。すべてのPTFEアプリケーションに「完璧な」単一のセットアップはありません。
充填材入りPTFEと未充填PTFE
充填材入りPTFEグレード(例:ガラスまたはカーボン充填)は優れた機械的特性を提供しますが、はるかに研磨性が高くなります。これらの材料を加工すると、未充填PTFEよりもはるかに速い工具摩耗が発生するため、カーバイドのようなより堅牢な工具と、場合によってはより遅い速度が必要になります。
速度対工具寿命
スループットを向上させるために最大の切削速度を追求すると、ほぼ確実に工具寿命が短くなります。工具の早期故障や高額なダウンタイムを引き起こすことなく効率的に部品が生産される最適なバランスを見つけることが不可欠です。
初期工具コスト対長期費用
カーバイド工具は、HSSよりも高い初期投資となります。しかし、このコストは、工具寿命の延長、スクラップ率の減少、より一貫した部品品質によってすぐに相殺されるため、ワンオフの試作品以上のものにとってはより経済的な選択肢となります。
目標に合わせた正しい選択をする
特定の目標が加工戦略を導くはずです。プロセスの最適化の出発点として、以下の点を参考にしてください。
- 主な焦点が最大の工具寿命である場合: 正のすくい角を持つ耐摩耗性のソリッドカーバイド工具を優先し、高圧クーラントを一貫して使用します。
- 最も厳しい公差を達成することが主な焦点である場合: 最小限のクランプ圧力で特殊な治具を採用し、工具が常時極度に鋭利であることを保証します。
- 主な焦点が高容量生産である場合: 熱を素早く排出する最適化された送り速度に投資し、厳格で定期的な工具再研磨または交換スケジュールを導入します。
PTFEを精密さと特定の技術を必要とするユニークな材料として扱うことにより、その課題を克服し、一貫した高品質の結果を達成することができます。
要約表:
| 課題 | 主な原因 | 主な軽減戦略 |
|---|---|---|
| 急速な工具摩耗 | 不適切な形状、熱の蓄積、材料の研磨性 | 正のすくい角を持つソリッドカーバイド工具を使用する |
| 寸法精度の誤差 | 工具の鈍さ、不適切なワーク保持、部品の変形 | 特殊な治具を採用し、工具の鋭さを極度に維持する |
| 高い運用コスト | 頻繁な工具交換、スクラップ部品、ダウンタイム | 送り速度を最適化し、高圧クーラントを使用する |
PTFEの工具摩耗と一貫性のない部品にお困りですか? KINTEKは、半導体、医療、実験産業向けの精密PTFE加工を専門としています。適切な工具形状の選択と切削パラメーターの最適化に関する当社の専門知識により、試作品から大量生産まで、カスタムPTFEコンポーネントの工具寿命の延長、公差の厳密化、コスト削減が保証されます。KINTEKに今すぐお問い合わせて、プロジェクトについてご相談の上、見積もりを取得してください。
ビジュアルガイド
関連製品
- カスタムPTFEスクレーパーシャベル兼サンプリングスプーン 耐食性・低バックグラウンド・白色フッ素ポリマーツール
- 特注PTFE製実験装置 耐食性 低バックグラウンド反応セル 精密CNC加工
- 高度な用途向けのカスタムPTFEスリーブおよびホローロッド
- カスタムPTFE両頭式実験用スパチュラ 耐薬品性 非粘着 ファーマシューティカルグレード フッ素樹脂サンプリングツール
- 耐腐食性PTFEサンプリングスプーンスパチュラ 高純度 低バックグラウンド 食品グレード 製薬研究実験室用ツール



















