PTFEを固定する上で最も重要な考慮事項は、可能な限り広い表面積に分散させた最小限のクランプ圧を使用することです。PTFEは非常に柔らかく、圧縮されやすく、熱膨張率が高いため、金属に使用される標準的な固定方法は材料を変形させ、寸法精度を損ないます。
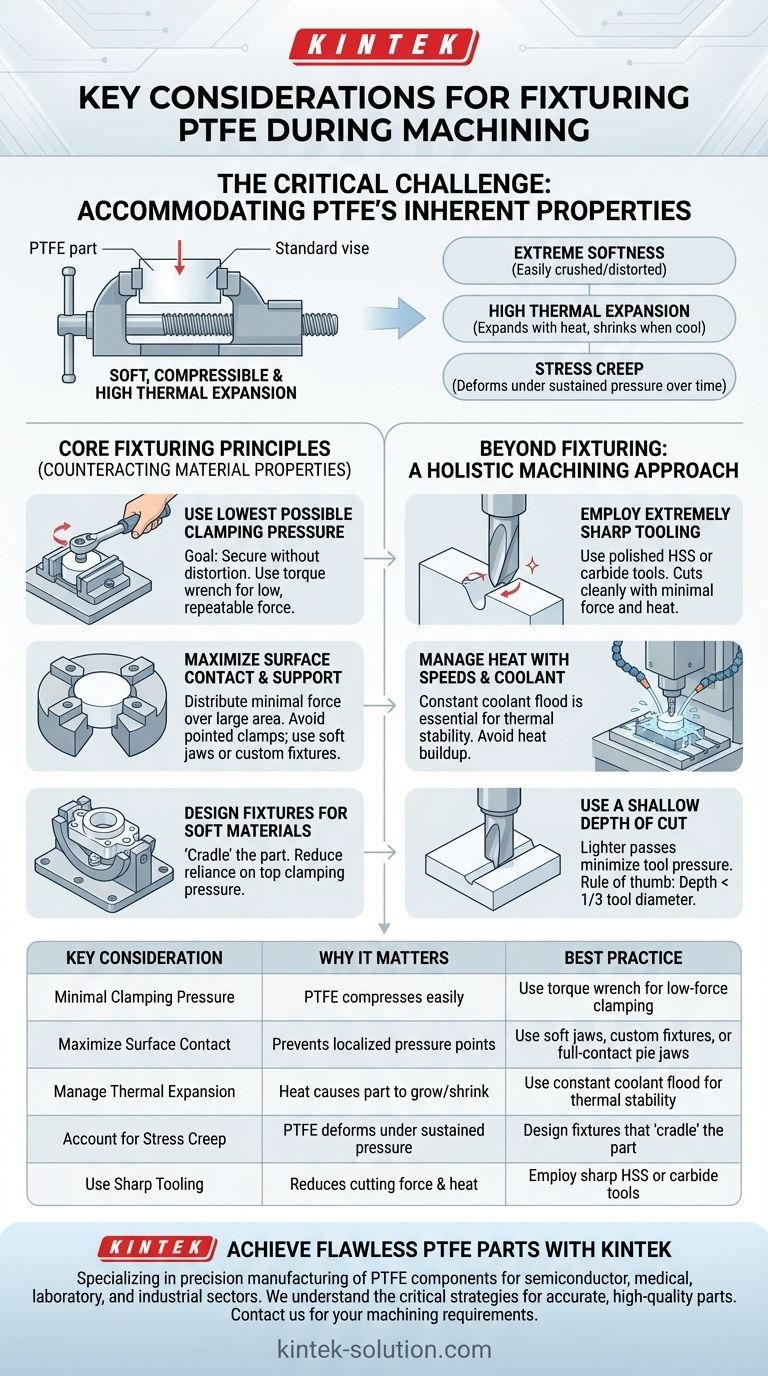
核となる課題は、単にPTFEを保持することではなく、その固有の特性に対応することです。効果的な固定は、材料の軟らかさ、熱による膨張の傾向、圧力下での「クリープ」の可能性を管理する、より大きな戦略の一部です。
固定戦略を決定づける独自の特性
PTFEを正しく固定するには、まず扱う材料を理解する必要があります。その特有の特性が、一般的な加工失敗の根本原因です。
極度の軟らかさと圧縮性
PTFEは信じられないほど柔らかい材料です。標準的な万力で中程度のクランプ力を加えるだけで、ワークピースを容易に押しつぶしたり歪ませたりしてしまい、厳しい公差を維持する望みを打ち砕いてしまいます。
高い熱膨張係数
PTFEは温度変化によって大きく膨張・収縮します。加工中に発生する熱により部品が膨張し、固定具に抵抗し、冷却時に収縮するため、最終的に寸法が小さすぎる部品になります。
応力クリープ(コールドフロー)
たとえ軽い圧力であっても、持続的な圧力の下では、PTFEは時間とともにゆっくりと変形します。この「クリープ」は、長い加工サイクルの開始時には固定されていた部品が緩んだり、クランプされた部分に恒久的なへこみができたりすることを意味します。
効果的なPTFE固定のための基本原則
固定アプローチ全体は、上記に挙げた材料特性に対抗するように設計されるべきです。
可能な限り低いクランプ圧を使用する
これは最も重要なルールです。目標は、変形を引き起こすことなく切削力に耐えるのに十分な強度で部品を保持することです。反復可能で低負荷のクランプには、トルクレンチの使用を強く推奨します。
表面接触とサポートを最大化する
尖ったクランプや表面積の小さいクランプは絶対に使用しないでください。代わりに、ソフトジョー、カスタム加工された固定具、または最小限のクランプ力を広い面積に分散させるフルコンタクトのパイジョーを使用します。これによりサポートが提供され、局所的な圧力点が防止されます。
軟質材料専用の固定具を設計する
可能な限り、部品を「包み込む」ように設計された固定具を作成し、下部と側面からサポートを提供します。これにより、ワークピースを固定するために上部からのクランプ圧力に頼る必要性が減少します。
固定以外:全体的な加工アプローチ
残りの加工プロセスで過剰な力や熱が発生すると、完璧な固定具も失敗します。固定具は、PTFEを優しく扱うために設計されたシステムの一部にすぎません。
極めて鋭利な工具を使用する
鋭利で研磨された切削工具、できればハイス鋼(HSS)またはプラスチック用に設計された超硬合金を使用します。鋭利な工具は最小限の力でクリーンに切削し、発熱と部品および固定具にかかる圧力を低減します。
速度とクーラントで熱を管理する
PTFEは高速(200〜1000 m/min)で切削できますが、主な目標は熱の蓄積を避けることです。チップを洗い流し、ワークピースの熱的安定性を維持し、精度の低下につながる膨張を防ぐために、一定のクーラントの噴流が不可欠です。
浅い切り込み深さを採用する
深いカットは工具圧力と熱を増加させます。部品にかかる力を最小限に抑えるために、より軽いパスで加工します。経験則として、切り込み深さは工具径の3分の1以下にすることが推奨されます。
避けるべき一般的な落とし穴
何をすべきかを知ることと同じくらい、何をしてはいけないかを知ることは重要です。PTFEの初心者である多くの機械工がこれらの基本的な誤りを犯します。
標準的な万力を締めすぎること
これは最もよくある間違いです。PTFEをアルミニウムや鋼のように扱うと、すぐに圧縮されて精度の狂った部品になります。
熱的安定性を無視すること
部品が温かい状態で加工し、室温に冷めてから測定することは失敗の元です。部品は必然的に寸法が小さくなります。
摩耗した工具や不適切な工具を使用すること
鈍い工具は切削せず、材料を押したり擦ったりします。これにより莫大な熱と圧力が生成され、最高の固定戦略でも対応できなくなり、表面仕上げが悪化します。
目標に応じた適切な選択
固定および加工戦略は、望ましい結果と一致させる必要があります。
- 最も厳しい公差の達成が主な焦点である場合:カスタム成形されたフルコンタクト固定具、温度制御されたクーラントを使用し、軽く正確な仕上げパスを実行します。
- 生産速度が主な焦点である場合:部品交換を迅速に行えるように設計されながらも広範なサポートを提供する固定具を設計し、サイクルタイムと最小限の熱入力のバランスをとるように切削速度を最適化します。
- 一般的なプロトタイピングが主な焦点である場合:非常に軽く反復可能なクランプ圧力を持つ万力の標準的なソフトジョーで、それほど重要でない寸法には十分な場合が多いです。
結局のところ、PTFE加工の成功は、材料の特性に逆らうのではなく、それを尊重することから生まれます。
要約表:
| 主な考慮事項 | 重要性 | ベストプラクティス |
|---|---|---|
| 最小クランプ圧力 | PTFEは非常に柔らかく容易に圧縮されるため。 | 反復可能で低負荷のクランプにはトルクレンチを使用する。 |
| 表面接触の最大化 | 局所的な圧力点と変形を防ぐため。 | ソフトジョー、カスタム固定具、またはフルコンタクトのパイジョーを使用する。 |
| 熱膨張の管理 | 加工熱により部品が膨張・収縮するため。 | 熱的安定性を維持するためにクーラントを常時噴流させる。 |
| 応力クリープへの対応 | PTFEは持続的な圧力下で時間とともに変形するため。 | クランプへの依存を減らすために部品を「包み込む」固定具を設計する。 |
| 鋭利な工具の使用 | 切削力と発熱を低減するため。 | プラスチック用に設計された鋭利なHSSまたは超硬工具を使用する。 |
KINTEKで完璧なPTFE部品を実現
PTFEを正確な仕様で加工するには、その独自の特性を管理するための専門知識と特殊な技術が必要です。材料の課題によってプロジェクトが妥協されないようにしてください。
KINTEKは、半導体、医療、実験室、産業分野向けに、カスタムシールやライナーから複雑な実験器具まで、PTFE部品の精密製造を専門としています。私たちは、プロトタイプであれ大量生産であれ、寸法精度が高く高品質なPTFE部品を製造するために必要な重要な固定および加工戦略を理解しています。
当社の専門知識であなたの成功を確実にしましょう。 KINTEKに今すぐお問い合わせいただき、PTFE加工の要件についてご相談の上、プロジェクトの見積もりを取得してください。
ビジュアルガイド
関連製品
- カスタムPFAマイクロカラムラックおよびPTFE精密加工低バックグラウンド耐腐食性ラボ用治具
- テフロン部品とPTFEピンセットのためのカスタムPTFE部品メーカー
- カスタマイズ可能 PTFE 断熱プレート 耐高温腐食 実験室用 多段積層サポートスタンド
- 腐食性流体処理用PFAバルブ接続および統合ふるい板付き高純度PTFEフィルター
- PTFE PFA 真空ろ過システム 耐食性 カスタマイズ可能 耐破損 実験装置



















