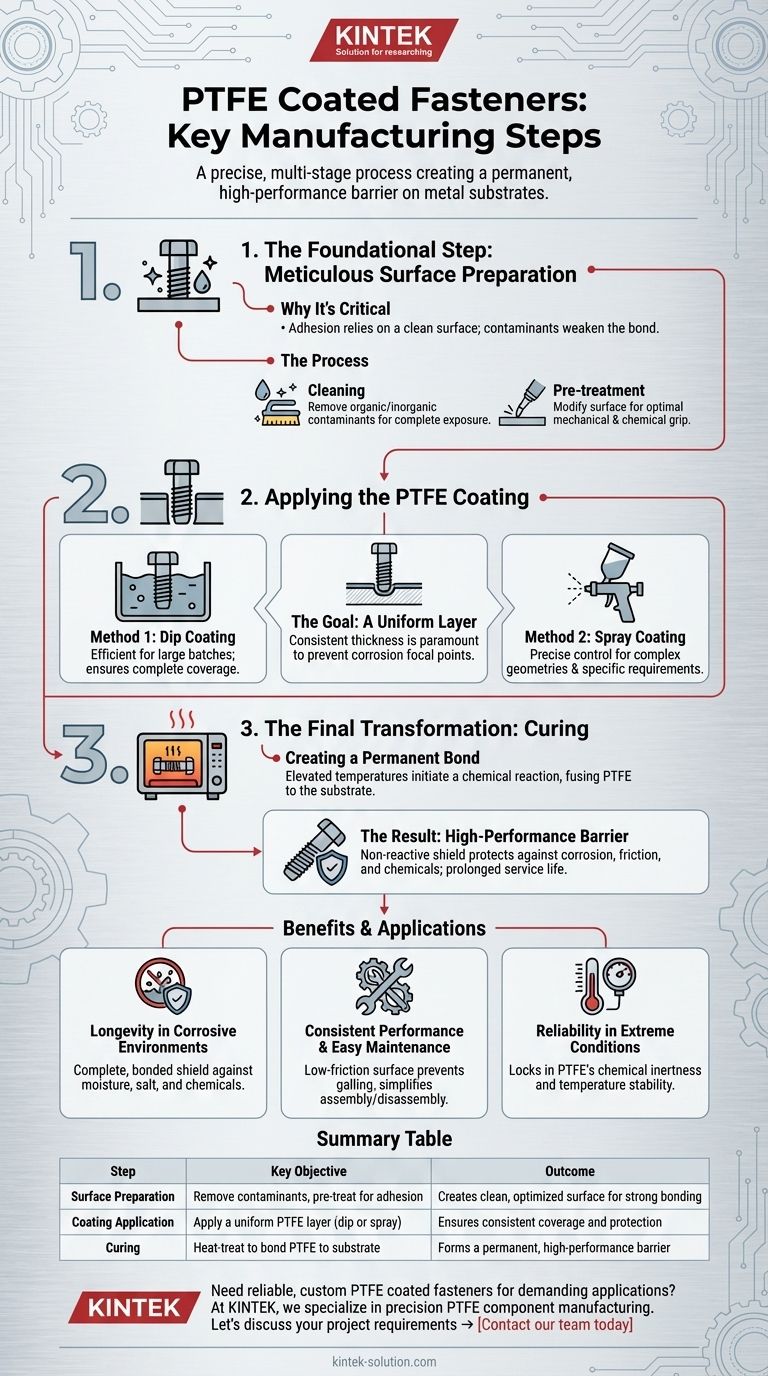
PTFEコーティングファスナーの製造工程は、金属基材上に永久的で高性能なバリアを形成するように設計された、精密な多段階の手順です。このプロセスの核となるのは、包括的な表面処理、均一なコーティング塗布、そしてコーティングをファスナーに結合させる高温硬化フェーズという、3つの明確なステップです。
PTFEコーティングプロセスの目的は、単にファスナーを覆うことではありません。化学的に結合した不活性なシールドを作成することです。この綿密なプロセスこそが、最終製品に優れた耐食性、耐摩擦性、耐薬品性をもたらすものです。
基礎となるステップ:綿密な表面処理
PTFEコーティングファスナーの最終的な性能は、その処理の品質によって決まります。不適切に処理された表面は結合を損ない、コーティングの早期の剥離につながります。
処理が重要な理由
PTFEコーティングの密着性は、それが結合される表面と同じくらい強力です。油分、汚れ、既存の酸化物などの汚染物質は弱点となり、適切な分子結合の形成を妨げます。
洗浄プロセス
最初に行うのは、すべての有機物および無機物の表面汚染物質を除去するための徹底的な洗浄です。これにより、下地の金属が完全に露出され、次の段階の準備が整います。
密着性のための前処理
洗浄後、前処理が適用されます。このステップは、PTFEコーティングが機械的および化学的に掴むための最適なプロファイルを作成するようにファスナーの表面を改質し、堅牢で耐久性のある結合を保証します。

PTFEコーティングの塗布
ファスナーの準備が整ったら、ポリテトラフルオロエチレン(PTFE)コーティングが塗布されます。ここでの主な目的は、ネジ山や隙間を含む表面全体に、完全に均一で一貫した層を達成することです。
目標:均一な層
均一性が最も重要です。均一なコーティング厚さは、腐食や摩耗の焦点となり得る薄い部分や隙間がないことを保証します。
方法1:ディップコーティング
ディップコーティングでは、ファスナーを液体PTFE溶液に完全に浸漬します。この方法は、一度に大量のファスナーを処理するのに効率的で、完全な被覆を保証します。
方法2:スプレーコーティング
スプレーコーティングは、特殊なスプレーガンを使用してPTFE溶液を塗布するものです。この技術はコーティングの厚さに対して正確な制御を提供し、複雑な形状や特定の性能要件に最適です。
最終的な変化:硬化
硬化段階は、おそらくプロセスの中で最も重要なステップです。これは、塗布された液状コーティングを、所望の特性を提供する硬く、耐久性があり、結合された固体層へと変える制御された加熱プロセスです。
永久的な結合の作成
高温での硬化は、PTFEコーティングを前処理された金属基材に永久的に結合させる化学反応を開始させます。これは単なる乾燥ではなく、2つの材料を融合させる根本的な変化です。
結果:高性能バリア
正常に硬化されたコーティングは、PTFEが知られている優れた性能を提供します。結合されたPTFEの非反応性の性質により、湿気、化学物質、塩などの腐食性物質から下地の金属を保護します。このプロセスにより、最も要求の厳しい環境においても長寿命が保証されます。
プロジェクトへの適用方法
このプロセスを理解することで、これらの特殊ファスナーがお客様の用途にとって適切な選択肢であるかどうかを判断するのに役立ちます。
- 主な焦点が腐食性環境での長寿命である場合: 多段階プロセスにより、湿気、塩、工業用化学物質に対する完全な結合シールドが保証されます。
- 主な焦点が一貫した性能と簡単なメンテナンスである場合: 硬化PTFEによって作成される低摩擦表面は、焼き付きを防ぎ、組み立てと分解の両方を簡素化します。
- 主な焦点が極端な条件下での信頼性である場合: 製造プロセス全体が、PTFE固有の化学的不活性と温度安定性を固定し、予測可能な性能を実現するように設計されています。
ファスナーがどのように作られているかを理解することで、標準部品では対応できない用途に対して自信を持って指定することができます。
要約表:
| ステップ | 主な目的 | 結果 |
|---|---|---|
| 表面処理 | 汚染物質の除去と密着性のための前処理 | 強力な結合のためのクリーンで最適化された表面を作成 |
| コーティング塗布 | 均一なPTFE層の塗布(ディップまたはスプレー) | 一貫した被覆と保護を保証 |
| 硬化 | PTFEを基材に結合させるための熱処理 | 永久的で高性能なバリアを形成 |
要求の厳しい用途向けに信頼性の高いカスタムPTFEコーティングファスナーが必要ですか?
KINTEKでは、半導体、医療、実験室、産業分野向けに精密なPTFEコンポーネントの製造を専門としています。プロトタイプから大量注文までのカスタム製造における当社の専門知識により、優れた耐食性、摩擦低減、長期耐久性を提供するファスナーを入手できます。
プロジェクトの要件についてご相談ください → 今すぐ当社のチームに連絡
ビジュアルガイド
関連製品
- 耐熱性PTFE製 白ねじプラグ カスタムT型 封止穴ストッパー 防水防塵 化学的不活性 実験用ファスナー
- カスタムPTFEシーリングキャップおよび耐食性低バックグラウンドテフロンアダプタ
- 産業用電気アプリケーション向けのカスタムPTFE絶縁ガスケットおよび耐食性フッ素ポリマーシール
- 産業およびハイテク用途向けのカスタムPTFEシーリングテープ
- 多用途アプリケーションに対応するカスタマイズ可能なPTFEシールフィルターホルダー



















