テフロン(PTFE)の機械加工は、主にその基本的な材料特性によって制限されます。その軟らかさ、低い機械的強度、高い熱膨張率、および圧力下での変形(クリープ)の傾向が、大きな課題となります。これらの要因が組み合わさることで、金属やより剛性の高いポリマーの場合よりも、厳しい寸法公差を達成し維持することがはるかに困難になります。
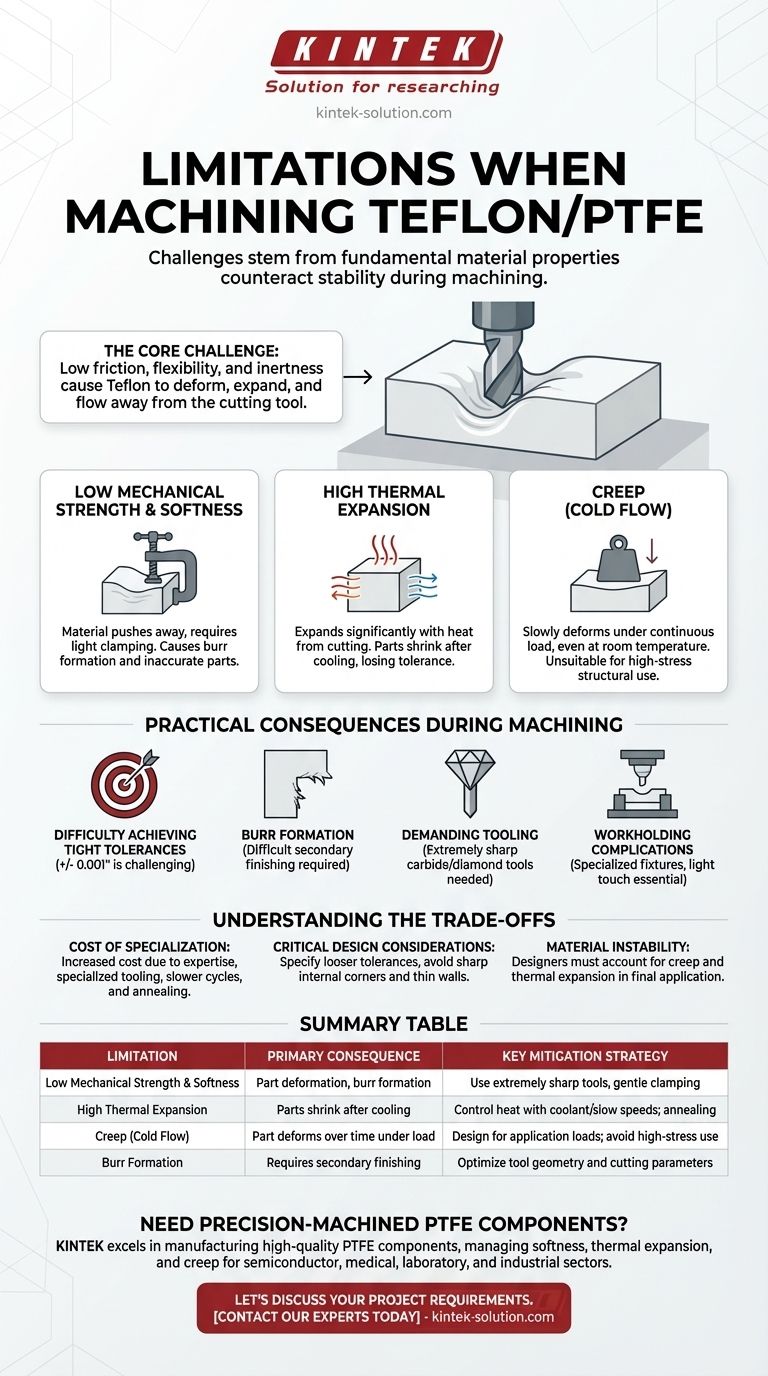
テフロン加工の核心的な課題は、その用途において他に類を見ない利点(低摩擦性、柔軟性、化学的不活性)をもたらす特性が、製造中に切削工具から変形したり、膨張したり、流れ出たりする原因となるのと同じ特性であるという点です。
核心的な課題:なぜテフロンは機械加工プロセスに抵抗するのか
部品を成功裏に加工するには、材料が安定している必要があります。クランプ圧力下で形状を保持し、切削工具の熱と力に耐える必要があります。テフロンの固有の性質は、いくつかの主要な点でこの安定性に反します。
低い機械的強度と軟らかさ
テフロンは非常に軟らかい材料です。切削工具が力を加えると、材料はきれいにせん断されるのではなく、容易に変形したり押しやられたりする可能性があります。
この軟らかさは、機械バイスでしっかりとクランプできないことも意味します。過度のクランプ圧力は、原材料を潰したり歪ませたりして、不正確な最終部品につながります。これはまた、二次加工で除去する必要がある不要な材料の薄い隆起であるバリの発生にも直接つながります。
高い熱膨張率
PTFEは熱膨張係数が非常に高いため、温度変化によって大きく膨張・収縮します。切削工具からの摩擦によって局所的な熱が発生します。
テフロンは熱伝導率も低いため、この熱はすぐに放散されません。加工されている領域が熱くなり、膨張し、寸法が切削されます。部品が室温まで冷えると、収縮し、必要な公差から外れる可能性があります。
クリープとコールドフロー
クリープ、または「コールドフロー」は、テフロンが室温であっても継続的な荷重にさらされたときに、ゆっくりと永久的に変形する傾向です。
これは、部品が加工直後は寸法的に正確であっても、時間の経過とともにクランプ圧力や特定の姿勢での自重にさらされると、ゆっくりと形状が変化する可能性があることを意味します。これにより、高荷重の構造用途には不向きになります。

機械加工中の実際的な結果
これらの材料特性は、現場で具体的な問題に直接現れ、克服するためには専門的な知識と設備が必要になります。
厳しい公差の達成の難しさ
これは最も大きな結果です。熱膨張、工具圧力下での変形、クランプからの応力の組み合わせにより、精度を出すことが困難になります。テフロンで+/- 0.001インチの公差を維持することは大きな課題ですが、金属では日常的です。
バリの発生
材料の軟らかさのため、切削工具によってきれいに切断されるのではなく、押しやスマージされることがよくあります。これにより、部品の表面を損傷することなく除去するのが難しく時間のかかる、部品の端にかなりのバリが発生します。
要求の厳しいツーリング要件
テフロンを効果的に加工するには、多くの場合、超硬合金製またはダイヤモンドチップを備えた**非常に鋭利な切削工具**が必要です。鈍い工具は、材料の変形やスマージの傾向を悪化させ、表面仕上げの悪化と寸法精度の低下を招きます。使用するPTFEの特定のグレードによっては、これらの鋭利な工具もすぐに摩耗する可能性があります。
ワーク保持の複雑さ
アルミニウムや鋼材に使用するのと同じ力でテフロンのブロックを固定することはできません。機械工は、最終部品を台無しにする応力や歪みを導入することなく、材料をしっかりと保持するために、特殊な治具または非常に軽いタッチを使用する必要があります。
トレードオフの理解
テフロン部品の加工を選択することは、コスト、設計、製造の複雑さに関連する明確な一連の妥協を受け入れることを意味します。
専門化のコスト
テフロンの加工を成功させるには、オペレーターの専門知識、特殊な工具、そして熱の蓄積を管理するためのより遅いサイクルタイムが必要です。安定性を確保するために、機械加工の前後に**アニーリング**(内部応力を解放するための制御された加熱および冷却サイクル)が必要になる場合があります。これらの要因は必然的に部品あたりのコストを増加させます。
重要な設計上の考慮事項
エンジニアはテフロンの制限に合わせて設計する必要があります。これは、可能な限り現実的で緩い公差を指定することを意味します。より剛性の高い材料では簡単に作成できる、鋭利な内角、非常に薄い壁、または複雑な形状の機能は、テフロンでは正確に製造することが非現実的または不可能な場合があります。
材料の不安定性は既定の事実
金属部品とは異なり、機械加工されたテフロン部品は決して完全に安定しているわけではありません。設計者やエンジニアは、最終的な組み立ておよび使用環境におけるクリープと熱膨張を考慮に入れる必要があります。華氏70度の実験台で機能するものが、華氏100度の現場で機能するとは限りません。
成功するPTFE機械加工プロジェクトを確実にする方法
これらの制限を軽減するために、アプローチはプロジェクトの最も重要な要件によって導かれる必要があります。
- 寸法精度が主な焦点である場合:機械加工前後のアニーリングを指定し、軟質ポリマーに関する深い経験を持つ機械加工業者と協力し、彼らが鋭利な工具と液体クーラントを使用していることを確認してください。
- 構造的完全性が主な焦点である場合:肉厚と角の半径を大きくして部品を設計し、薄いまたは支持されていない機能を避け、テフロンを高荷重の応力負担用途に使用すべきではないことを理解してください。
- コスト効率が主な焦点である場合:アプリケーションが許す限り公差を緩め、部品の形状を単純化し、製造パートナーと材料の選択について話し合い、より加工しやすいポリマーがニーズを満たせるかどうかを確認してください。
結局のところ、機械加工されたテフロンをうまく利用するには、適切な用途におけるその比類のない性能と、それを正しく製造するために必要な意図的かつ専門的なアプローチとのバランスを取る必要があります。
要約表:
| 制限事項 | 主な結果 | 主な緩和戦略 |
|---|---|---|
| 低い機械的強度と軟らかさ | 部品の変形、バリの発生、クランプの難しさ | 非常に鋭利な工具、特殊な治具、穏やかなクランプを使用 |
| 高い熱膨張率 | 冷却後に部品が収縮し、公差を失う | クーラント/低速で熱を制御。機械加工前後のアニーリング |
| クリープ(コールドフロー) | 持続的な荷重下で時間が経つと部品が変形する | 用途の荷重に合わせて設計。高応力構造用途を避ける |
| バリの発生 | 二次的な仕上げが必要になり、コストと時間が増加する | 工具の幾何学的形状と切削パラメータを最適化 |
精密機械加工PTFE部品が必要ですか?
テフロン加工の課題を乗り切るには、専門的な専門知識を持つパートナーが必要です。KINTEKでは、半導体、医療、実験室、産業分野向けに、シールやライナーからカスタムの実験器具まで、高品質のPTFE部品の製造に優れています。
当社は、軟らかさ、熱膨張、クリープを管理し、お客様の用途が要求する寸法安定性を提供する方法を理解しています。プロトタイプが必要な場合でも、大量生産が必要な場合でも、当社の精密生産およびカスタム製造能力がお客様のプロジェクトの成功を保証します。
プロジェクトの要件についてご相談ください。今すぐ専門家にお問い合わせいただき、コンサルテーションを受けてください。
ビジュアルガイド
関連製品
- カスタムPTFEろ過システム 耐酸性 高純度 半導体グレード 化学プロセス用フィルター
- 化学貯蔵ドラムおよび流体移送システム用の高耐食性PTFE蛇口ポリテトラフルオロエチレンバルブ カスタマイズ可能な産業用グレード
- PTFE PFA 真空ろ過システム 耐食性 カスタマイズ可能 耐破損 実験装置
- PFAバルブ接続と一体型篩板を備えたPTFE耐腐蝕性フィルター
- 高温耐薬品性 50ml PTFEシリンジ カスタマイズ可能 テフロン製 インジェクター ねじ込み式シール付き 微量分析用



















