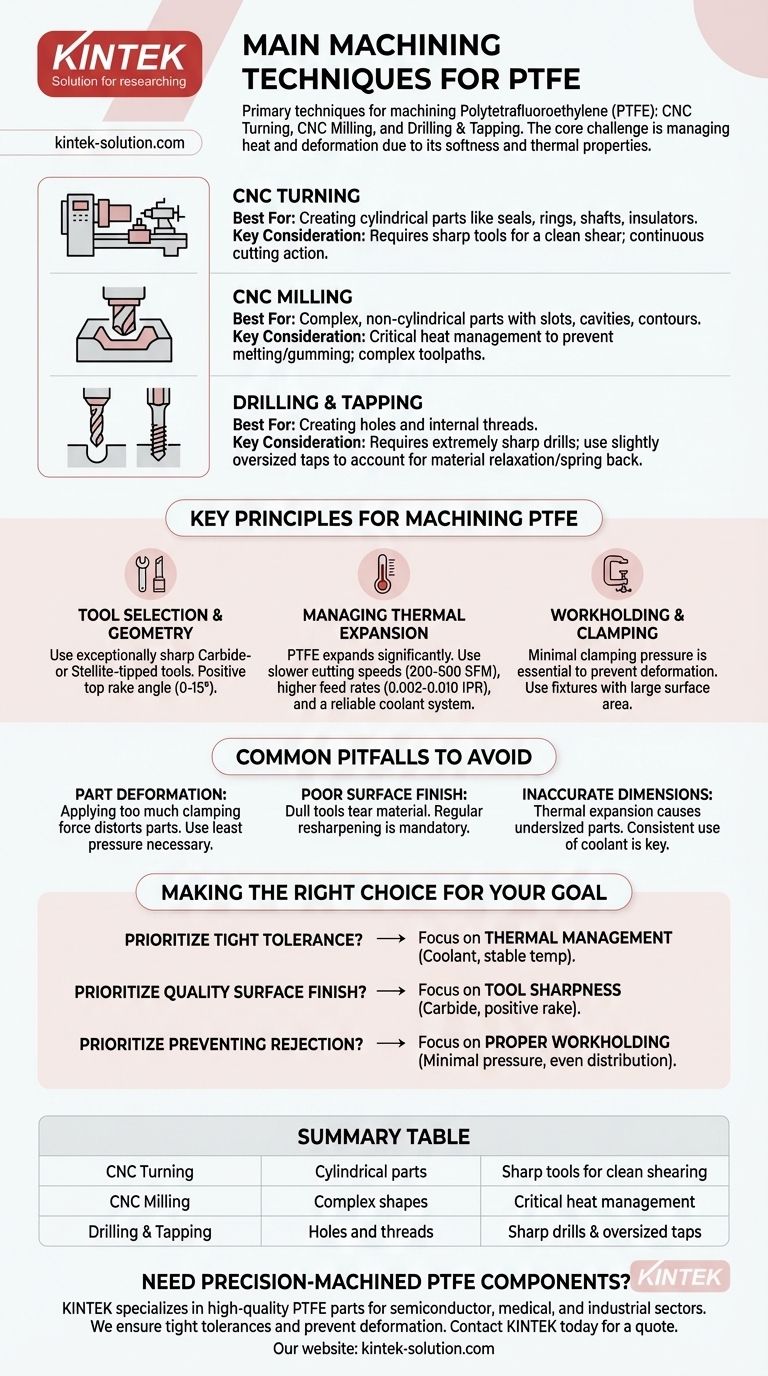
ポリテトラフルオロエチレン(PTFE)を加工するには、主な技術はCNC旋削、CNCフライス加工、穴あけおよびねじ切りです。CNC旋削はシールやシャフトなどの円筒部品の作成に理想的であり、CNCフライス加工は空洞や輪郭を持つより複雑な形状に使用されます。穴あけとねじ切りは、材料内に穴やねじ山を作成するための標準的な操作です。
PTFE加工の核心的な課題は、硬度ではなく、その柔らかさ、高い熱膨張率、低い熱伝導率にあります。成功は、鋭利な工具、適切な速度、最小限のクランプ圧力によって熱の蓄積と物理的な変形を管理できるかどうかに完全に依存します。
主要な加工プロセスの理解
適切なプロセスは、最終部品の目的のジオメトリに完全に依存します。すべての標準的な設備を使用できますが、PTFEの固有の特性に合わせてアプローチを調整する必要があります。
CNC旋削(CNC Turning)
CNC旋削では、PTFEロッドを回転させながら切削工具で材料を除去し、円筒形状を作成します。この方法は、リング、シール、シャフト、絶縁体などの部品を製造するのに非常に効率的です。
連続的な切削作用により、材料を押し引き裂くのではなく、きれいにせん断するために、工具の鋭利さを慎重に管理する必要があります。
CNCフライス加工(CNC Milling)
CNCフライス加工では、回転する多刃切削工具を使用して、固定されたワークピースから材料を除去します。スロット、ポケット、複雑な表面輪郭などの特徴を持つ、非円筒形の複雑な部品を製造するための好ましい方法です。
複雑な工具経路が発生する可能性があるため、材料が溶融したり工具に詰まったりするのを防ぐために、切削点での熱管理が非常に重要になります。
穴あけとねじ切り(Drilling and Tapping)
穴あけは穴を作成し、ねじ切りは内部ねじを作成します。これらは単純に見えますが、PTFEの弾力性と「元に戻ろうとする」傾向があるため、これらの操作には特定の考慮事項が必要です。
繊維をきれいに切断するために、ドリルは非常に鋭利でなければなりません。ねじ切りを行う場合、材料がリラックスしてわずかに収縮し、最終的なねじ径が小さくなるため、わずかに大きめのタップを使用する必要があることがよくあります。

PTFE加工の主要原則
金属とは異なり、PTFEの加工は材料の硬度との戦いではなく、熱と変形との戦いです。その固有の特性は、工具と機械パラメータに対する特定の新しいアプローチを要求します。
工具の選択とジオメトリ
適切な工具は、品質の仕上がりにとって最も重要な要素です。工具は材料をきれいに切断するために、例外的に鋭利でなければなりません。
超硬チップ(Carbide-tipped)またはステライトチップ(Stellite-tipped)の工具は、鋭いエッジを維持し、摩耗に耐える能力があるため、強く推奨されます。正のすくい角(0度から15度の間)は、切削力を低減し、摩擦を最小限に抑えるのに役立ちます。
熱膨張の管理
PTFEは温度変化により大きく膨張・収縮し、熱伝導率が低いため、熱が切削箇所に集中したままになります。
より遅い切削速度(毎分200~500表面フィート)とより高い送り速度(1回転あたり0.002~0.010インチ)を組み合わせることで、摩擦熱を低減できます。工具が同じ場所に触れている時間が短くなり、より大きな切りくずがワークピースからより多くの熱を運び去ります。
クーラントシステムの使用は、熱を放散し、材料の膨張や寸法精度の低下を防ぐために強く推奨されます。
ワークの保持とクランプ
PTFEは圧力を受けると容易に変形する柔らかい材料です。これは失敗した部品の一般的な原因となります。
ワークピースを押しつぶしたり歪ませたりすることなくしっかりと保持するために、最小限のクランプ圧力が不可欠です。より大きな表面積を持つ治具を使用すると、クランプ力をより均等に分散させるのに役立ちます。
避けるべき一般的な落とし穴
効率的で成功裏なPTFE加工のためには、発生する可能性のある問題を事前に理解することが鍵となります。
部品の変形
最も一般的な間違いは、過剰なクランプ力を加えることで、部品が歪んでしまうことです。部品を解放すると元に戻り、加工された寸法が不正確になります。常に必要最小限の圧力を使用してください。
表面仕上げの不良
鈍い切削工具ではPTFEを切断できず、引き裂いたり押し付けたりすることになります。これは、けば立った、または粗い表面仕上げになります。工具の定期的な検査と再研磨は必須です。
寸法の不正確さ
熱膨張を考慮しないことは、寸法の不正確さの主な原因です。部品が温かい状態で加工されると、周囲温度まで冷えたときに部品が小さくなりすぎます。クーラントの一貫した使用が最良の解決策です。
目標に応じた適切な選択
特定の目標によって、優先すべき加工原則が決まります。
- 厳密な寸法公差が主な焦点の場合: 何よりも熱管理を優先します。信頼できるクーラントシステムを使用し、仕上げ削りを行う前に材料が一定の温度で安定するようにします。
- 高品質な表面仕上げが主な焦点の場合: 工具の鋭利さが最優先事項です。正のすくい角を持つ専用の研ぎたての超硬工具を使用し、工具が一点に留まるのを避けます。
- 部品の不良発生防止が主な焦点の場合: 適切なワーク保持に集中します。部品を歪ませることなく支持する治具を設計し、最小限で均等に分散されたクランプ圧力を使用するよう機械工に指示します。
結局のところ、PTFEを柔らかい金属としてではなく、固有の材料として扱うことが、正確で高品質なコンポーネントを製造するための鍵となります。
要約表:
| 加工技術 | 最適用途 | 主要な考慮事項 |
|---|---|---|
| CNC旋削 | 円筒部品(シール、シャフト、リング) | 連続切削。きれいなせん断には鋭利な工具が必要。 |
| CNCフライス加工 | 複雑な形状(スロット、ポケット、輪郭) | 溶融/詰まりを防ぐための重要な熱管理。 |
| 穴あけとねじ切り | 穴と内部ねじの作成 | 材料の復元力を考慮し、鋭利なドリルとわずかに大きめのタップを使用。 |
精密加工されたPTFE部品が必要ですか?
KINTEKは、半導体、医療、実験室、産業分野向けに、シール、ライナー、カスタムラボウェアを含む高品質のPTFE部品の製造を専門としています。当社は、変形を防ぎ、厳密な公差を確保するためのPTFE加工の重要な原則を理解しています。
プロトタイプであれ大量生産であれ、カスタムファブリケーションにおける当社の専門知識は、お客様のアプリケーションが要求する信頼性を提供します。
KINTEKに今すぐお問い合わせで見積もりを取得し、当社の精度と専門知識でPTFEプロジェクトをどのように実現できるかをご確認ください。
ビジュアルガイド
関連製品
- 化学処理・実験室攪拌向け 特注PTFE分散ディスク&攪拌ロッド
- PM2.5分析用 セラミックブレード搭載 高純度PTFE製フィルターメンブレンカッター カスタマイズ対応 実験用ろ紙分割装置
- 特注PTFE製実験装置 耐食性 低バックグラウンド反応セル 精密CNC加工
- 微量分析・クリーンルーム実験用途向け 高純度PTFE製角型メンブレンカッター・フィルター分取装置
- ネジ式サンプル分離装置用、層数および孔径がカスタマイズ可能な高温PTFE反応ふるい



















