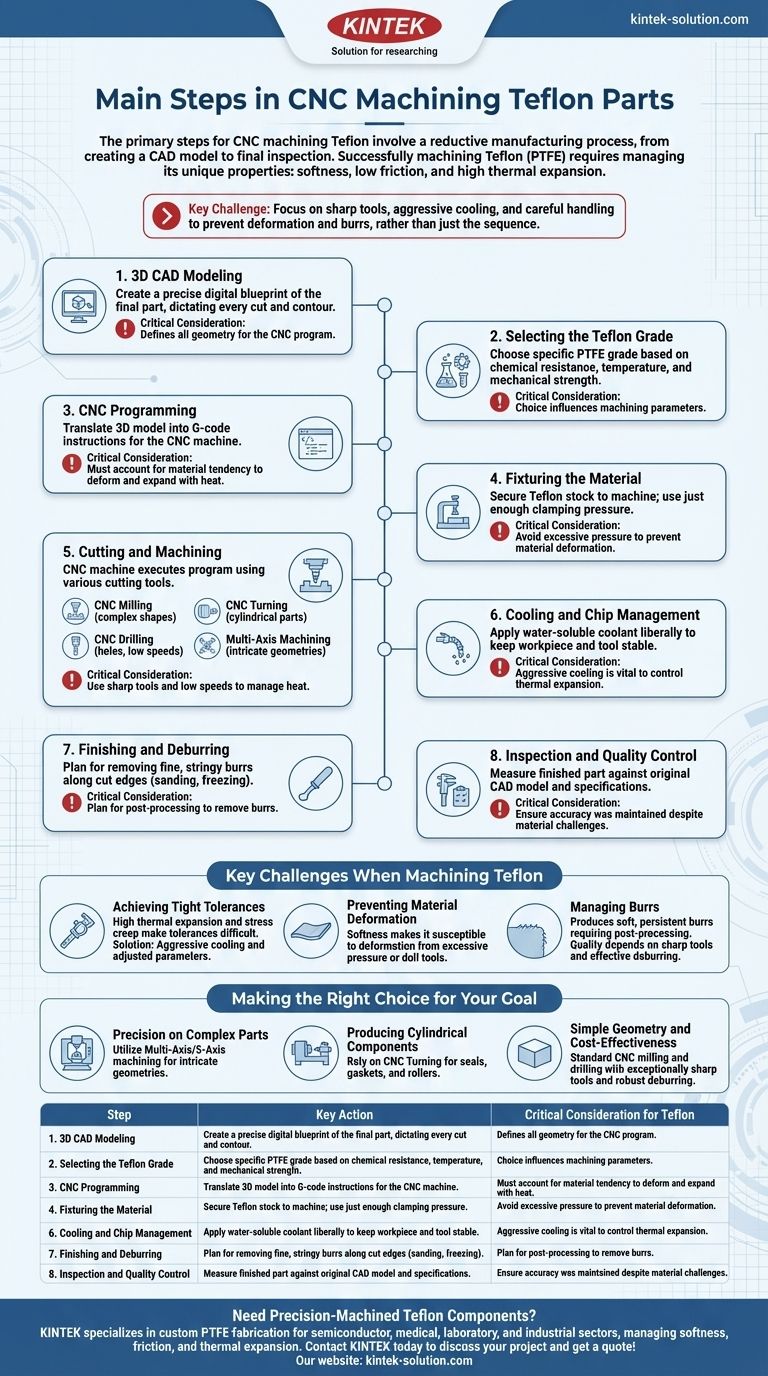
テフロンのCNC加工の主要な工程には、CADモデルの作成、材料グレードの選択、機械のプログラミング、ワークピースの固定、切削作業の実行、冷却と切りくず除去の管理、部品の仕上げ、最終品質検査が含まれます。このプロセスは、コンピューターが切削工具をガイドして材料を除去し、最終部品を成形する減法製造技術です。
工程は標準的に見えますが、テフロン(PTFE)の加工を成功させるには、手順よりも材料固有の特性を管理することが重要です。その柔らかさ、低摩擦性、高い熱膨張率は、鋭利な工具、積極的な冷却、そして変形やバリを防ぐための慎重な取り扱いを必要とします。
加工プロセス:詳細な内訳
この多用途でありながら扱いの難しいポリマーに関連する一般的な落とし穴を避けるためには、プロセスの各段階を理解することが重要です。
ステップ1:3D CADモデリング
加工を開始する前に、最終部品の精密な3D CAD(コンピュータ支援設計)モデルが作成されます。このデジタル設計図は、CNC機械が実行するすべての切削、穴、輪郭を指示します。
ステップ2:テフロンのグレード選択
すべてのテフロンが同じではありません。PTFEの特定のグレードは、耐薬品性、耐熱性、機械的強度に関する用途の要件に基づいて選択されます。この選択は加工パラメータに影響を与える可能性があります。
ステップ3:CNCプログラミング
3Dモデルは、CNC機械が理解できるGコードと呼ばれる一連の命令に変換されます。テフロンの場合、プログラムは材料が熱で変形・膨張する傾向を考慮に入れる必要があります。
ステップ4:材料の固定
テフロンの素材はCNC機械の作業面に固定されます。テフロンは柔らかく、容易に圧縮されるため、材料を変形させずにしっかりと保持するために、適切なクランプ圧力をかけることが重要です。
ステップ5:切削と加工
CNC機械はプログラムを実行し、様々な切削工具を使用して部品を成形します。具体的な方法は部品の形状によって異なります。
- CNCフライス加工:複雑な形状、溝、平面を高精度で切削するために使用されます。
- CNC旋削加工:シールやブッシングのような円筒形または中空部品の作成に最適です。
- CNC穴あけ加工:穴を開けるために使用されますが、熱の蓄積や材料の溶融を防ぐために低速が必要です。
- 多軸加工:工具が複数の角度から部品に接近する必要がある、非常に複雑な形状に対して、極めて高い精度で用いられます。
ステップ6:冷却と切りくず管理
テフロンの高い熱膨張係数により、摩擦による熱が部品の精度を損なう可能性があります。ワークピースと工具を安定した温度に保つためには、水溶性クーラントを十分に適用することが不可欠です。切りくず排出性の良いカスタム工具も有効です。
ステップ7:仕上げとバリ取り
テフロンは切削された端に細くて糸状のバリが発生しやすいです。バリ取り戦略は事前に計画する必要があります。一般的な仕上げ技術には、慎重な研磨や、バリを脆くして除去しやすくするために部品を凍結させることさえ含まれます。
ステップ8:検査と品質管理
完成した部品は、元のCADモデルと仕様に対して測定・検査されます。これにより、材料の課題にもかかわらず寸法精度が維持されたことが確認されます。

テフロン加工における主な課題
テフロンの独自の特性を無視することは、失敗の最も一般的な原因です。成功には、これらの特定の課題を予測し、軽減することが必要です。
厳しい公差の達成
テフロンの高い熱膨張率とクリープ傾向は、厳しい公差を維持することを困難にします。切削中に材料が加熱されると膨張し、冷却されると収縮します。これは積極的な冷却と調整された加工パラメータで管理する必要があります。
材料変形の防止
材料の柔らかさにより、変形しやすくなっています。これは、固定時の過度なクランプ圧力や、鈍い切削工具が材料をきれいに切断するのではなく押し付ける力によって発生する可能性があります。
バリの管理
きれいな切りくずを出す硬い金属とは異なり、テフロンは柔らかく、持続的なバリを生成します。このため、後処理がほぼ必須となります。仕上げの品質は、切削工具の鋭利さとバリ取りプロセスの有効性に直接関係します。
目標に合った適切な選択をする
加工戦略は、最終部品の特定の要件によって決定されるべきです。
- 複雑な部品の精度が主な焦点の場合:多軸/5軸加工を利用して、最高の精度で複雑な形状を実現します。
- 円筒形部品の製造が主な焦点の場合:CNC旋削加工に頼ります。これは、シール、ガスケット、ローラーのような部品にとって最も効率的で直接的な方法です。
- 単純な形状と費用対効果が主な焦点の場合:標準的なCNCフライス加工と穴あけ加工が適していますが、非常に鋭利な工具を使用し、堅牢なバリ取り計画を持つことを優先する必要があります。
最終的に、テフロン加工を習得することは、材料の独自の挙動を尊重し、それに応じてプロセスを適応させることから生まれます。
要約表:
| ステップ | 主要なアクション | テフロンに関する重要な考慮事項 |
|---|---|---|
| 1. CADモデリング | 3Dデジタル設計図を作成 | CNCプログラムのすべての形状を定義 |
| 2. 材料選択 | 適切なPTFEグレードを選択 | 化学的、温度、強度要件に基づく |
| 3. CNCプログラミング | CADモデルからGコードを生成 | 熱膨張と柔らかさを考慮する必要がある |
| 4. 固定 | 材料素材を機械に固定 | 変形を防ぐため過度なクランプ圧力を避ける |
| 5. 切削作業 | 部品をフライス加工、旋削加工、または穴あけ加工 | 鋭利な工具と低速を使用して熱を管理 |
| 6. 冷却と切りくず除去 | クーラントを適用し、切りくずを除去 | 熱膨張を制御するために積極的な冷却が不可欠 |
| 7. 仕上げ | 部品のバリ取りと平滑化 | 糸状のバリを除去するための後処理を計画 |
| 8. 品質検査 | 寸法と仕様を確認 | 材料の課題にもかかわらず精度が維持されたことを確認 |
精密加工されたテフロン部品が必要ですか?
PTFEの加工を成功させるには、その柔らかさ、低摩擦性、高い熱膨張率を管理するための専門知識が必要です。KINTEKは、半導体、医療、実験室、産業分野向けの高品質なPTFE部品(シール、ライナー、実験器具など)のカスタム製造を専門としています。
当社は精密な生産と深い材料知識を組み合わせ、試作品から大量注文まで、お客様の厳密な仕様を満たす部品を提供します。
今すぐKINTEKにお問い合わせください プロジェクトについて話し合い、見積もりを取得しましょう!
ビジュアルガイド
関連製品
- 習慣は実験室 ITO FTO の伝導性ガラスのクリーニングの花かごのための形成された PTFE のテフロン部品の製造業者を機械で造りました
- テフロン部品とPTFEピンセットのためのカスタムPTFE部品メーカー
- テフロン容器およびコンポーネントのためのカスタムPTFE部品メーカー
- 石油化学処理用高温テフロン連続反応システムおよびHF耐性三首フラスコ
- 半導体プロセス処理および高純度ケミカルハンドリング向け 耐食性PTFE反応トレイ・カスタムテフロンカセット



















