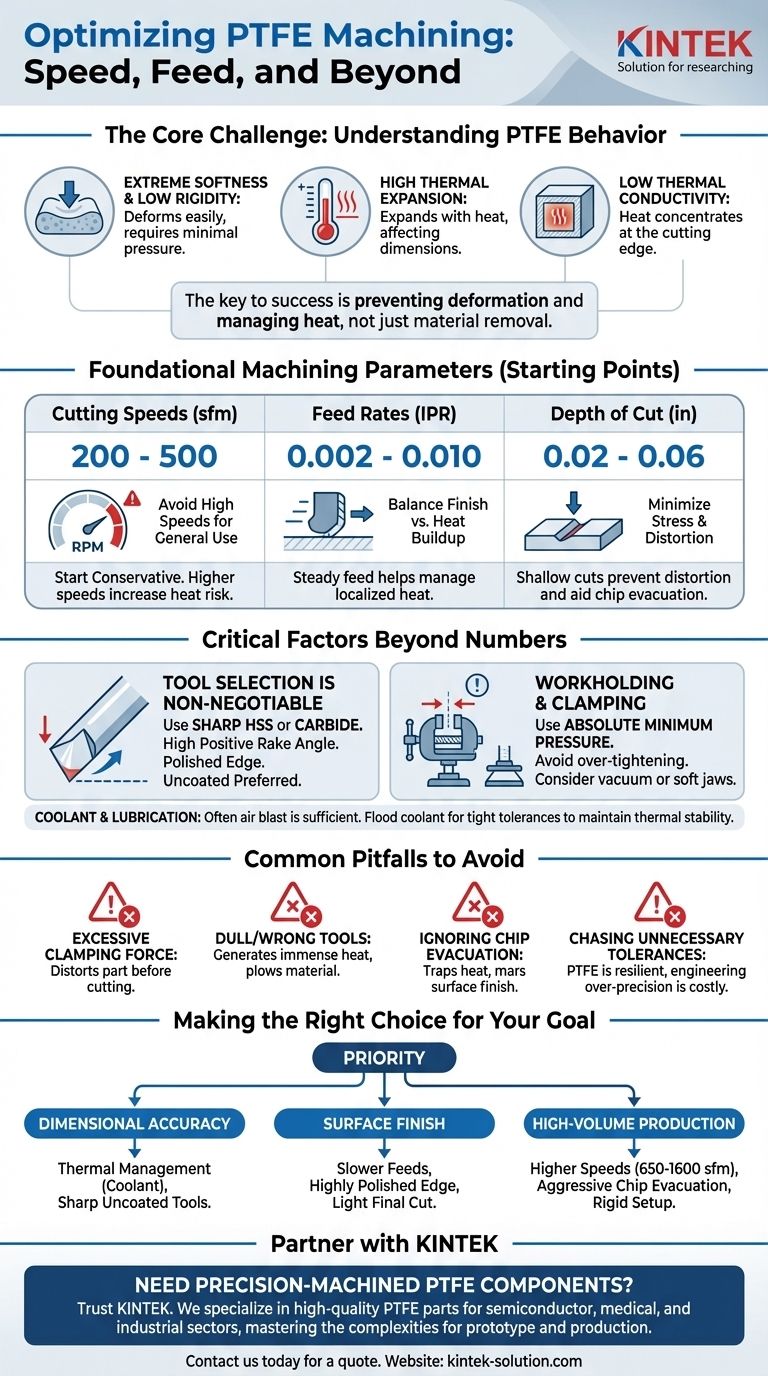
ポリテトラフルオロエチレン(PTFE)の機械加工において、最適なパラメーターは、切削速度が毎分200~500表面フィート(sfm)、送り速度が1回転あたり0.002~0.010インチ(IPR)です。しかし、これらの数値は出発点にすぎません。PTFEの機械加工の成功は、特定の速度や送りよりも、材料の持つ特有の特性(柔らかさ、低い熱伝導率、高い熱膨張率など)を管理することにかかっています。
PTFE加工における中心的な課題は材料の除去ではなく、変形を防ぎ、熱を管理することです。成功は、非常に鋭利で大きなすくい角を持つ工具を使用し、寸法安定性を維持するために最小限の切削圧とクランプ圧を適用することにかかっています。

中心的な課題:PTFEの挙動を理解する
一般にテフロンとして知られるPTFEは、金属や他のプラスチックとは異なります。その特性は、機械加工に対する特定の取り組み方を要求します。
極端な柔らかさと低い剛性
PTFEは非常に柔らかい材料であり、圧力下で容易に変形します。クランプや切削による過度の力は、ワークピースを歪ませ、厳しい公差を維持することを不可能にします。
この柔らかさは、材料がほとんど抵抗を示さないことも意味し、セットアップが剛性でなく、切削工具が鋭利でない場合、振動や「びびり」を引き起こす可能性があります。
高い熱膨張率
PTFEは、ポリマーの中で最も高い熱膨張係数を持つものの一つです。切削摩擦によるわずかな温度上昇でも材料は大きく膨張し、寸法が狂います。
部品が冷えると収縮し、結果として寸法が小さすぎたり、公差外になったりします。
低い熱伝導率
熱をワークピース全体に放散する金属とは異なり、PTFEは絶縁体です。切削エッジで発生した熱はその部分に集中したままになります。
この局所的な熱により、材料が軟化し、べたつき、工具の刃先に堆積し、表面仕上げの悪化やさらなる切削問題につながります。
基本的な機械加工パラメーター
技術が最も重要ですが、機械設定の確固たる基準を持つことが不可欠な第一歩です。常に控えめに開始し、結果に基づいて調整してください。
切削速度:バランスの取れた行為
安全で効果的な切削速度の開始範囲は200~500 sfm(約60~150 m/min)です。
情報源によっては、さらに高い速度(最大1600 sfm / 500 m/min)が可能であると示唆しています。PTFEの低摩擦はそのような速度に対応できますが、熱関連の問題のリスクを劇的に高め、優れた切りくず排出を必要とします。一般的な目的では、低い範囲にとどめてください。
送り速度:熱と仕上げの制御
送り速度は0.002~0.010 IPR(約0.05~0.25 mm/rev)が推奨される開始点です。
ここでは重要なトレードオフがあります。送り速度が遅いと表面仕上げは向上しますが、工具が特定の領域で摩擦を発生させる時間も長くなります。わずかに速く、一定の送り速度は、過度の局所的な熱が蓄積する前に工具が移動するのを助けます。
切り込み深さ:応力の最小化
切り込み深さは浅く保ち、一般的に0.02~0.06インチ(0.5~1.5 mm)の範囲にします。
深い切り込みは柔軟な材料により大きな応力を加え、歪みの可能性を高め、切りくずが適切に排出されるのを困難にします。
速度と送りを超えた重要な要素
工具の選択とセットアップは、機械に設定する正確な数値よりも最終結果に大きな影響を与えます。
工具の選択は譲れない
最も重要な要素は切削工具です。非常に鋭利で研磨された切削エッジを持つハイス(HSS)または超硬工具を使用してください。
工具には高い正のすくい角が必要です。これにより、材料を押し付けたり引き裂いたりするのではなく、きれいに切り裂くせん断作用が生まれます。一部のコーティングは摩擦と熱の蓄積を増加させる可能性があるため、非コーティング工具が好まれることがよくあります。
冷却と潤滑の議論
クーラントは必ずしも必要ではなく、汚染源になる可能性があります。多くの用途では、単純な圧縮空気の噴射で切削ゾーンから切りくずを効果的に除去するだけで十分です。
ただし、非常に厳しい公差を必要とする作業では、熱的安定性のために大量のクーラントが不可欠になることがあります。これは部品が膨張する前に熱を運び去り、寸法精度を維持します。
ワーク保持とクランプ圧力
ワークピースをしっかりと保持するために必要な絶対最小限のクランプ圧力を使用してください。バイスを締めすぎることが、歪んだ部品の最も一般的な原因です。
繊細な形状や複雑な形状の場合、材料を押しつぶすことなく安定性を提供するために、真空治具やソフトジョーの使用を検討してください。
避けるべき一般的な落とし穴
PTFEの機械加工における間違いは、それを剛性の高い材料として扱っていることに関連していることがよくあります。
過剰なクランプ力の適用
これは第一の間違いです。最初の切削を行う前に部品を歪ませ、不正確な結果を保証します。
鈍い、または不適切に研磨された工具の使用
非常に鋭利でなく、高い正のすくい角を持たない工具は、材料を切削するのではなく押し進みます。これにより莫大な熱が発生し、工具に材料が堆積し、ひどい表面仕上げにつながります。
切りくず排出の無視
PTFEは長く、ひも状の切りくずを生成し、工具やワークピースに巻き付くことがあります。これは熱を閉じ込め、表面仕上げを傷つける可能性があります。切りくずを継続的に除去するためには、エアブローまたは適切なクーラントの流れが不可欠です。
不必要な公差の追求
PTFEは弾力性のある材料です。機械加工後、相手部品に適合することがよくあります。用途が非常に重要でない限り、極めて厳しい公差を設計することは不必要で費用のかかる努力かもしれません。
目標に応じた正しい選択をする
特定の部品にとって最も重要な結果に基づいてアプローチを調整してください。
- 寸法精度が主な焦点の場合: 一貫したクーラントの流れによる熱管理を優先し、摩擦を最小限に抑えるために鋭利で非コーティングの工具を使用してください。
- 表面仕上げが主な焦点の場合: より細かい切削のために遅い送り速度を使用し、工具に高度に研磨されたエッジがあることを確認し、軽い最終切り込み深さを取ります。
- 大量生産が主な焦点の場合: より高い切削速度(650~1600 sfm)を検討しますが、制御を維持するために積極的な切りくず排出と剛性の高いセットアップと組み合わせます。
結局のところ、PTFE加工の習得は、材料のユニークな特性を尊重し、それに応じて技術を調整することから始まります。
要約表:
| パラメーター | 推奨される開始範囲 | 重要な考慮事項 |
|---|---|---|
| 切削速度 | 200 - 500 sfm (60-150 m/min) | 速度が速いほど熱のリスクが増加します。切りくず排出とのバランスを取ります。 |
| 送り速度 | 0.002 - 0.010 IPR (0.05-0.25 mm/rev) | 一定の送り速度は局所的な熱の蓄積管理に役立ちます。 |
| 切り込み深さ | 0.02 - 0.06 in (0.5-1.5 mm) | 浅い切り込みは応力を最小限に抑え、部品の歪みを防ぎます。 |
| 工具材質 | 鋭利なHSSまたは超硬 | 高い正のすくい角と研磨されたエッジは譲れません。 |
精密機械加工されたPTFE部品が必要ですか?
KINTEKでは、半導体、医療、産業分野向けに、シール材やライナーからカスタムラボウェアに至るまで、高品質のPTFE部品の製造を専門としています。私たちは、寸法安定性や表面仕上げを損なうことなくPTFEを機械加工するために必要な正確な技術を理解しています。
複雑なことは私たちに任せてください。 試作品であれ大量生産であれ、当社の専門知識により、お客様の部品が最高水準で製造されることが保証されます。
プロジェクトについてご相談いただき、見積もりを取得するために今すぐお問い合わせください!
ビジュアルガイド
関連製品
- PM2.5分析用 セラミックブレード搭載 高純度PTFE製フィルターメンブレンカッター カスタマイズ対応 実験用ろ紙分割装置
- 微量分析・クリーンルーム実験用途向け 高純度PTFE製角型メンブレンカッター・フィルター分取装置
- 高純度PTFE円形フィルターメンブレンカッター(セラミックブレード付き) - 微量分析およびCDC研究所向けサンプル調製用
- 高純度PTFE角形メンブレンカッター等分割装置(微量分析・疾病管理センター用、クリーン、非粘着、非溶出)
- トレース分析用 耐食性三角フッ素樹脂容器 カスタム機械加工PTFE円錐形サンプルセル



















