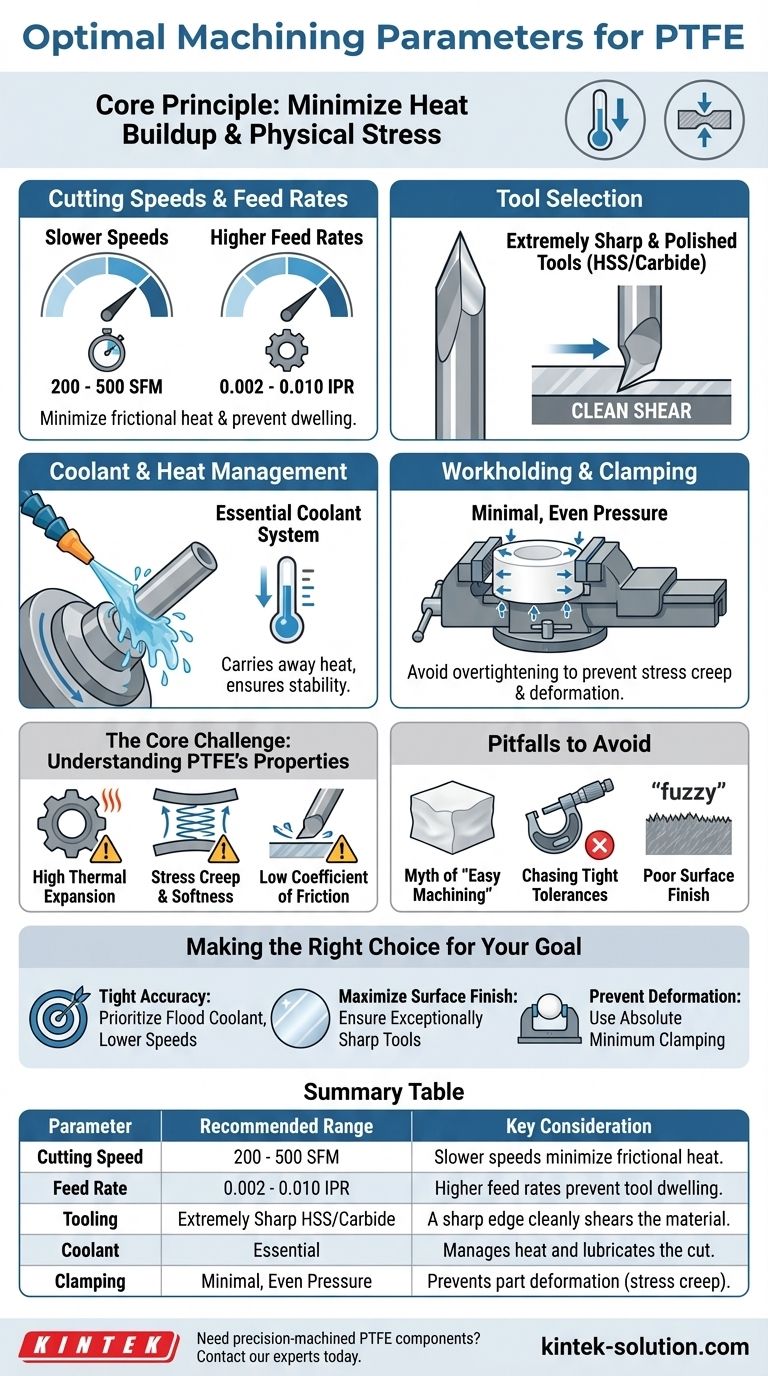
PTFEの最適な加工のためには、切削速度を毎分200~500SFM(表面フィート/分)の範囲で遅くし、送り速度を1回転あたり0.002~0.010インチと高く設定する必要があります。基本原則は、材料への熱の蓄積と物理的なストレスを最小限に抑えることであり、これには、部品の変形を防ぐために、極めて鋭い工具、クーラントの使用、および最小限のクランプ圧力が必要です。
PTFE加工における中心的な課題は、その柔らかさではなく、その特有の物理的特性にあります。成功は、それを一般的なプラスチックや金属として扱うのではなく、その高い熱膨張と圧力下での変形傾向(クリープ変形)を管理できるかどうかに完全に依存します。

中心的な課題:PTFEの性質への対応
PTFEの柔らかさは切削が容易そうに見えますが、精度を達成するのは困難です。材料固有の特性が、積極的に対処しなければならない特定の課題を生み出します。
高い熱膨張率
PTFEは温度変化によって大きく膨張・収縮します。切削による摩擦が熱を発生させ、加工中に材料が膨張します。これを管理しないと、部品は室温まで冷めたときに寸法が小さくなります。
クリープ変形と柔らかさ
この材料は柔らかく、圧力下で容易に変形します。過度のクランプ力はワークピースを圧縮し、圧力が解放された後に不正確な寸法につながります。また、切削工具が通過した後で「跳ね返る」ことがあり、最終的な表面仕上げと精度に影響を与えます。
低い摩擦係数
PTFEは非常に滑りやすいため、鈍い刃先は材料をきれいにせん断するのではなく、押し込んだり引きずったりする傾向があります。これにより過剰な熱が発生し、ストレスが生じ、品質の悪い切削面になります。
推奨される加工パラメーターと技術
PTFEの自然な傾向に対抗するためには、特定の意図的なアプローチが必要です。目標は常に熱とストレスを最小限に抑えることです。
切削速度と送り速度
推奨範囲は、切削速度が200~500SFM、送り速度が1回転あたり0.002~0.010IPRです。低速にすることで摩擦熱を減らし、高速の送り速度は工具が必要以上に留まることなく効率的に材料を除去するのに役立ちます。
工具の選択
極めて鋭利で研磨された切削工具を使用してください。ハイス鋼(HSS)と超硬合金の両方が有効ですが、刃先の鋭さが最も重要な要素です。鋭い刃先は材料をきれいにせん断しますが、鈍い刃先は材料を変形させ、引き裂きます。
クーラントと熱管理
精密加工にはクーラントシステムが不可欠です。クーラントは2つの主要な機能を提供します。それは切削を潤滑し、より重要なことに、熱を運び去り、ワークピースが操作全体を通して寸法的に安定したままであることを保証します。
ワークの保持とクランプ
最小限で均等に分散されたクランプ圧力を適用します。バイスやチャックを締めすぎないようにしてください。圧縮することなくワークピースを支えるカスタム治具は、厳しい公差を維持するのに理想的です。
避けるべき落とし穴の理解
一般的な多くの加工方法は、PTFEでは不良な結果をもたらします。これらの落とし穴を理解することが、費用のかかる間違いや材料の無駄を避ける鍵となります。
「簡単な加工」という神話
PTFEの柔らかさは人を欺きます。材料の除去は容易ですが、寸法安定性と良好な表面仕上げを達成することは大きな課題です。より剛性の高い材料に使用するのと同じ高速技術でアプローチしないでください。
厳しい公差の追求
PTFE部品で非常に厳しい公差を維持することは難しく、制御された環境とプロセスが必要です。オペレーターは熱膨張と工具摩耗を常に監視し、必要に応じて調整を行う必要があります。
劣悪な表面仕上げ
粗い、またはけば立った表面仕上げは、何かが間違っている明確な兆候です。最も一般的な原因は、工具が鈍いこと、過剰な熱の発生、または不安定なセットアップによる振動やビビリです。
目標に応じた適切な選択
あなたの特定の目的によって、優先すべきパラメーターが決まります。
- もしあなたの主な焦点が厳しい寸法精度を達成することであれば: 洪水式のクーラントシステムを使用し、切削速度を推奨範囲の下限に保つことで、積極的な熱管理を優先してください。
- もしあなたの主な焦点が表面仕上げを最大化することであれば: 材料の付着や引き裂きを防ぐために、切削工具が例外的に鋭利で、面が研磨されていることを確認してください。
- もしあなたの主な焦点が部品の変形を防ぐことであれば: 部品をしっかりと保持するために必要な最小限のクランプ圧力を使用し、力が広い表面積に分散されていることを確認してください。
PTFE加工を習得するには、材料の特性を尊重し、それらに対応するようにプロセスを適応させることが必要です。
要約表:
| パラメーター | 推奨範囲 | 主な考慮事項 |
|---|---|---|
| 切削速度 | 200 - 500 SFM | 低速は摩擦熱を最小限に抑えます。 |
| 送り速度 | 0.002 - 0.010 IPR | 高速送りは工具の滞留を防ぎます。 |
| 工具 | 極めて鋭利なHSS/超硬合金 | 鋭い刃先が材料をきれいにせん断します。 |
| クーラント | 必須 | 熱を管理し、切削を潤滑します。 |
| クランプ | 最小限、均一な圧力 | 部品の変形(クリープ変形)を防ぎます。 |
形状と寸法を維持する精密加工されたPTFE部品が必要ですか?
KINTEKでは、半導体、医療、および実験室産業向けにPTFEの加工を専門としています。熱膨張とクリープ変形を管理する当社の専門知識により、プロトタイプから大量生産の注文まで、シール、ライナー、カスタムのラボウェアを正確な仕様で製造します。
今すぐ専門家にご連絡いただき、プロジェクトについてご相談の上、お見積もりを取得してください!
ビジュアルガイド
関連製品
- トレース分析用 耐食性三角フッ素樹脂容器 カスタム機械加工PTFE円錐形サンプルセル
- ネジ式サンプル分離装置用、層数および孔径がカスタマイズ可能な高温PTFE反応ふるい
- PFAフラスコ用カスタムPTFE定圧分液漏斗、耐食性・低バックグラウンド実験器具
- 特注PTFE製実験装置 耐食性 低バックグラウンド反応セル 精密CNC加工
- 化学処理・実験室攪拌向け 特注PTFE分散ディスク&攪拌ロッド



















