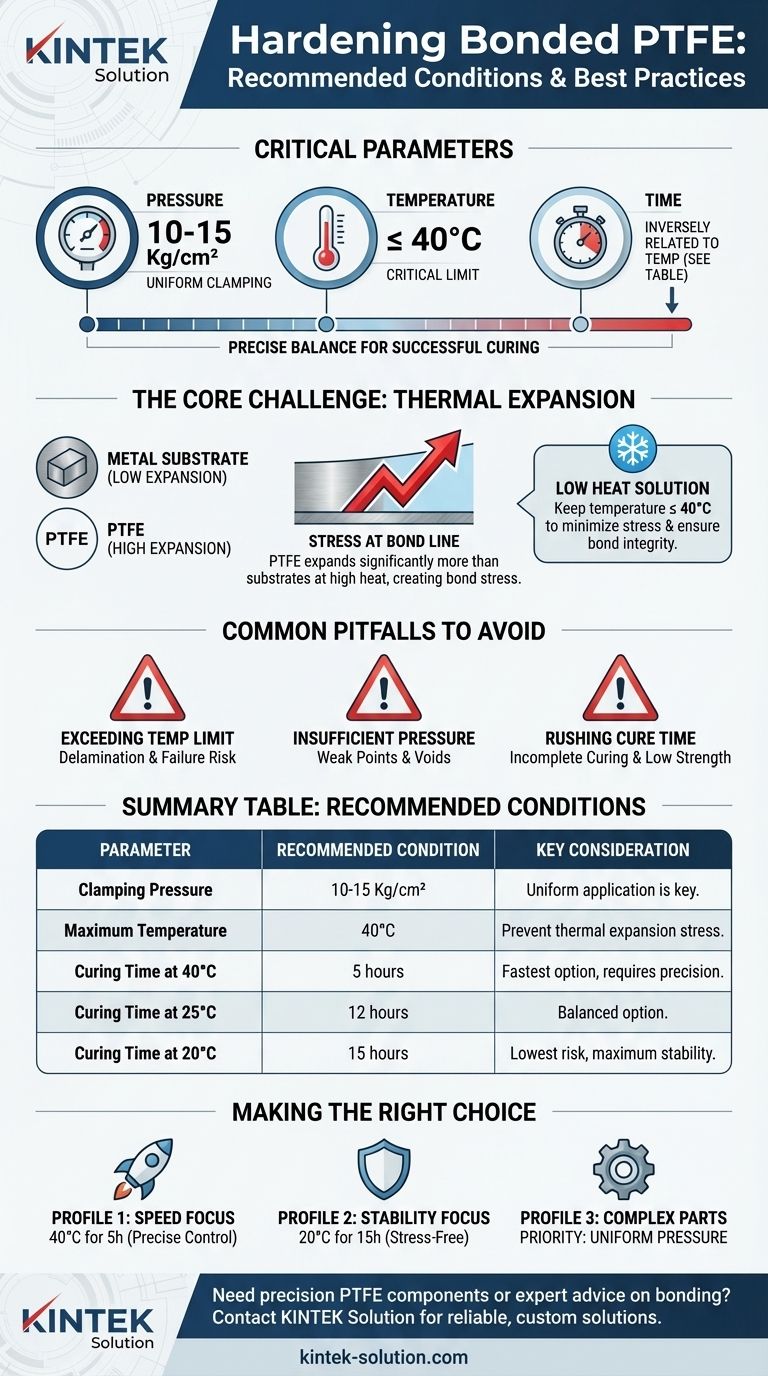
接着されたPTFEを正常に硬化させるには、温度、圧力、時間の正確なバランスを維持する必要があります。推奨されるクランプ圧力は10~15 Kg/cm²で、硬化温度は40°Cを超えてはなりません。硬化時間は温度と逆相関し、40°Cで5時間、25°Cで12時間、または20°Cで15時間が必要です。
接着されたPTFEを硬化させる上での中心的な課題は、接着剤を硬化させることだけでなく、材料の高い熱膨張率を管理することです。成功は、低温で一貫した圧力を使用して、後で失敗しない、強力で応力のない接着を形成できるかどうかにかかっています。
硬化のための重要パラメーター
信頼性の高い接着を実現するためには、各パラメーターを注意深く制御する必要があります。これらの変数は連携して、接合部の完全性を損なうことなく接着剤が完全に硬化するようにします。
温度制御は譲れない
最も重要なルールは、硬化温度を40°C以下に保つことです。
この厳格な制限が必要なのは、PTFEが通常接着される金属などの材料よりもはるかに高い熱膨張係数を持っているためです。この温度を超えると、PTFEは基材よりも大幅に膨張し、接着線に応力がかかり、即時的または将来的な破損につながる可能性があります。
一貫したクランプ圧力の役割
接合面全体にわたって一様に10~15 Kg/cm²の一定のクランプ圧力を印加する必要があります。
この圧力は、PTFE、接着剤、基材との密着を保証します。これがなければ、接着部に空隙や隙間が生じ、最終的な接合部の強度と信頼性を損なう弱点となる可能性があります。
時間と温度の関係
硬化時間は、選択する温度に直接依存します。提供されるガイドラインは硬化プロファイルを作成します。
- 20°C (68°F)の場合: 15時間
- 25°C (77°F)の場合: 12時間
- 40°C (104°F)の場合: 5時間
低温では、接着剤が完全に架橋し、最大の強度を達成するために、より長い時間が必要です。高温は硬化を促進しますが、臨界の熱膨張閾値に近づけることにもなります。

中心的な課題の理解:PTFEの特性
厳格な硬化パラメーターは、PTFEの固有の物理的特性から直接生じます。この文脈を理解することが、プロセスの失敗を避ける鍵となります。
熱膨張が重要な理由
接着線を綱引きだと考えてください。アセンブリを加熱すると、PTFEは急速に膨張しますが、金属基材はゆっくりと膨張します。この不一致が、接着層を反対方向に引っ張ります。
温度を低く保つことで、この「綱引き」の激しさを最小限に抑え、接着剤が低応力環境で硬化できるようにします。
PTFEの機械加工からの類推
接着を左右する熱に対する感度は、PTFEの機械加工の方法も決定します。機械加工業者は、熱の蓄積を防ぐために、低い切削速度とクーラントを使用する必要があります。
機械加工中に過度の熱が発生すると、材料が膨張して歪み、精度が不可能になります。この原理は、寸法安定性と接着の完全性を維持するために低温硬化が不可欠であることを裏付けています。
避けるべき一般的な落とし穴
推奨パラメーターから逸脱すると、接着不良につながる可能性があります。これらが最も一般的な間違いです。
温度制限の超過
これは最も頻繁な失敗の原因です。過度の内部応力が発生し、冷却段階で接着が剥離したり、最悪の場合、動作荷重下で故障する潜在的な欠陥を生じさせたりします。
不十分または不均一な圧力
圧力が低すぎる、または不均一に印加されると、不完全な接着につながります。接触が不十分な領域は接着せず、時間とともに剥がれたり分離したりする弱点が生じます。
硬化時間の短縮
接着剤が触っても固く感じられても、硬化時間を短縮するのは重大な誤りです。接着剤は完全に硬化しておらず、指定された耐薬品性や機械的強度を達成していません。
目標に合わせた正しい選択
プロジェクトの主な推進要因を使用して、最適な硬化プロファイルを選択してください。
- スピードが主な焦点の場合: 最大許容温度である40°Cで5時間硬化させますが、装置が正確で安定した温度制御を提供することを確実にしてください。
- 最大の安定性と最小のリスクが主な焦点の場合: 20°Cで15時間などの低温環境で硬化させ、可能な限り応力のない接着を形成します。
- 大型または複雑な形状を接着する場合: 均一な圧力分布を何よりも優先してください。これは、非均一な部品の最も一般的な失敗点です。
これらの制御された条件を習得することで、PTFEの優れた特性を活用しつつ、その加工上の課題の犠牲になることを避けることができます。
要約表:
| パラメーター | 推奨条件 | 主な考慮事項 |
|---|---|---|
| クランプ圧力 | 10-15 Kg/cm² | 接合面全体に均一に印加する必要があります。 |
| 最高温度 | 40°C | PTFEの高い熱膨張による応力を防ぐために重要です。 |
| 40°Cでの硬化時間 | 5時間 | 最速のオプション。正確な温度制御が必要です。 |
| 25°Cでの硬化時間 | 12時間 | 多くの用途に適したバランスの取れたオプション。 |
| 20°Cでの硬化時間 | 15時間 | リスクが最も低く、最も応力のない接着を形成します。 |
精密なPTFE部品または接着プロセスに関する専門的なアドバイスが必要ですか?
KINTEKでは、半導体、医療、産業分野向けに高品質のPTFEシール、ライナー、ラボウェアを製造しています。プロトタイプから大量生産まで、カスタム加工の専門知識により、お客様の部品が要求の厳しい仕様(成功する接着用途を含む)を満たすように設計・製造されます。
信頼性の高いPTFEソリューションでプロジェクトをサポートする方法について、今すぐ専門家にご相談ください。
ビジュアルガイド
関連製品
- 高温ホットプレート用途向けカスタム厚肉PTFE実験用ビーカー
- カスタム肉厚PTFEビーカー 高温ホットプレート加熱用 実験室用フッ素樹脂容器 耐薬品性分解ビーカー
- 腐食性生化学プロセス用 PTFE 凝縮還流・ガス回収装置 カスタマイズ可能高温システム
- PTFE耐熱断熱スリーブ ホットプレートサポート足 実験室天板保護 カスタマイズ可能な熱遮蔽
- カスタマイズ可能 耐熱性 帯電防止 PTFE 絶縁ガスケット 難燃性 耐食性 産業用シール



















