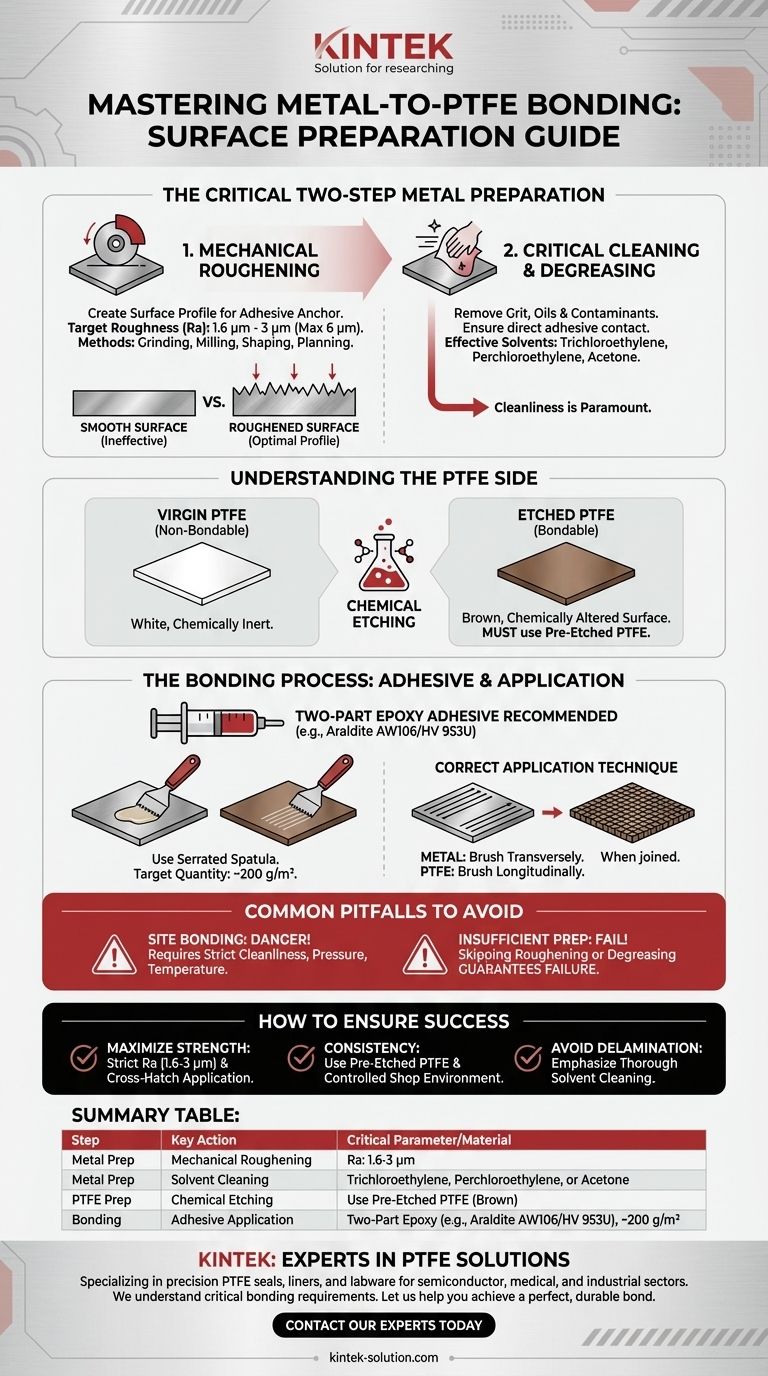
PTFEとの接着のための適切な金属表面処理は、極めて重要な2段階のプロセスです。まず、接着剤が定着するための特定の表面プロファイルを作成するために、金属を機械的に粗面化する必要があります。次に、表面を徹底的に溶剤で洗浄し、そうでなければ接着の成功を妨げる可能性のあるすべての研磨粉、油、その他の汚染物質を除去する必要があります。
耐久性のある接着の鍵は、成功が金属の機械的処理、PTFEの化学的処理、および接着剤の適切な塗布という3つの要素に等しく依存していることを認識することです。これらの要素のいずれかを見落とすと、最終的な接着の完全性が損なわれます。
金属準備のための基礎的なステップ
接着剤のための強固な機械的固定を実現するためには、金属表面は滑らかであってはなりません。制御された機械的プロセスとそれに続く絶対的な洗浄によってのみ達成できる特定のテクスチャが必要です。
最適な表面粗さの実現
このステップの目標は、接着剤が掴むための微視的な山と谷を作成することです。
これは通常、研削、フライス加工、シェーピング、またはプレーニングなどの機械加工方法を使用して達成されます。
理想的な表面粗さ(Ra)は1.6 µmから3 µmの間です。ある程度のばらつきは許容されますが、粗すぎる表面も接着不良につながる可能性があるため、粗さはRa = 6 µmを超えるべきではありません。
重要な洗浄と脱脂
機械加工後、表面は切削油、油、金属の破片で汚染されています。この残留物を完全に除去する必要があります。
接着剤が汚染物質の層ではなく、金属に直接接着するようにするためには、徹底的な溶剤洗浄が不可欠です。
この目的のために効果的な溶剤には、トリクロロエチレン、パークロロエチレン、またはアセトンが含まれます。

方程式のPTFE側の理解
金属の準備は戦いの半分にすぎません。バージンPTFEはその性質上非粘着性の材料であり、特別な表面処理なしには何にも接着しません。
化学エッチングの必要性
PTFEを接着可能にするためには、エッチングと呼ばれるプロセスによってその表面を化学的に変更する必要があります。
この独自のプロセスはPTFE表面の分子構造を変化させ、標準的な工業用接着剤に対して受容性を持たせます。
いかなる接着用途においても、片面または両面にエッチング済みと指定されているPTFEシートを使用する必要があります。
適切にエッチングされたPTFEの識別
PTFEが接着の準備ができているかどうかを視覚的に確認できます。
バージンで接着不可能なPTFEは白色です。適切にエッチングされた接着可能な表面は均一な茶色になります。
接着プロセス:接着剤と塗布
両方の表面が適切に準備されたら、最終段階は適切な接着剤を選択し、完全な被覆と最適な強度を確保するために正しく塗布することになります。
適切な接着剤の選択
この用途に不可欠な優れたせん断強度のため、2液型エポキシ接着剤が強く推奨されます。
実績のある組み合わせは、Araldite HV 953U硬化剤と使用されるAraldite AW106樹脂です。
正しい塗布技術
均一な接着剤の塗布は、ボイドのない接着ラインのために重要です。
ギザギザのヘラを使用して、混合したエポキシを準備された金属とエッチングされたPTFE表面の両方に塗布します。目標量は1平方メートルあたり約200グラムであるべきです。
最良の分散のために、接着剤をPTFE上には縦方向に、金属上には横方向に塗布し、接合時にクロスハッチパターンを作成します。
避けるべき一般的な落とし穴
準備または接着プロセスでの誤りが失敗の主な原因です。これらの一般的なエラーを理解することが、それらを防ぐための鍵となります。
現場接着の危険性
現場で(現場接着)PTFEを金属に接着しようとすることは強く推奨されません。
このプロセスには、専用の作業環境外では複製がほぼ不可能な清浄度、圧力、温度の厳密に制御された条件が必要です。
不十分な表面処理
接着失敗の最も一般的な原因は、不十分な処理です。
機械的な粗面化ステップを省略すること、またはより頻繁に、表面の完全な脱脂に失敗することは、応力下で剥離する弱い接着を保証します。
成功する接着を確実にする方法
信頼性が高く耐久性のある接着を実現するためには、あなたの方法論はプロジェクトの主な要件と一致している必要があります。
- 接着強度の最大化に重点を置く場合: Ra = 1.6–3 µmの表面粗さ仕様に厳密に従い、クロスハッチ接着剤塗布技術を使用します。
- 一貫性と信頼性に重点を置く場合: 信頼できるサプライヤーから事前にエッチングされたPTFEを常に調達し、現場ではなく管理された作業環境ですべての接着作業を行います。
- 剥離の回避に重点を置く場合: 溶剤洗浄ステップに最大の重点を置きます。残留汚染物質は接着失敗の最も一般的で防止可能な原因であるためです。
結局のところ、成功する金属からPTFEへの接着は単一の技術の問題ではなく、正確で規律ある多段階プロセスの結果です。
要約表:
| ステップ | 主要なアクション | 重要なパラメーター / 材料 |
|---|---|---|
| 金属準備 | 機械的粗面化 | 表面粗さ (Ra): 1.6 - 3 µm |
| 溶剤洗浄 | トリクロロエチレン、パークロロエチレン、またはアセトン | |
| PTFE準備 | 化学エッチング | 事前にエッチングされたPTFEを使用 (茶色) |
| 接着プロセス | 接着剤の塗布 | 2液型エポキシ (例: Araldite AW106/HV 953U) |
| 塗布量: 約200 g/m² |
アプリケーションに信頼性の高い高性能PTFE部品が必要ですか?
KINTEKでは、半導体、医療、産業分野向けに精密なPTFEシール、ライナー、実験器具の製造を専門としています。材料科学における当社の専門知識は、要求の厳しいアプリケーションにおける重要な接着要件を理解していることを保証します。
カスタム加工された部品を提供したり、特定の接着の課題についてアドバイスしたりすることができます。毎回完璧で耐久性のある接着を実現するために、私たちがお手伝いします。
プロジェクトのニーズについて当社の専門家に今すぐお問い合わせください!
ビジュアルガイド
関連製品
- 高純度PTFE円形フィルターメンブレンカッター(セラミックブレード付き) - 微量分析およびCDC研究所向けサンプル調製用
- 耐高温PTFE断熱板 耐食性 金属フリー フッ素ポリマースタンド 超清浄ラボ用
- 耐食性・高純度・低バックグラウンドのカスタムPTFEシャーレ
- カスタマイズ可能なPTFEスクレーパーとショベル
- 改良PTFEコーティング耐食加熱プレート 400x300mm 耐酸実験室用ホットプレート カスタマイズ可能な加熱ソリューション



















