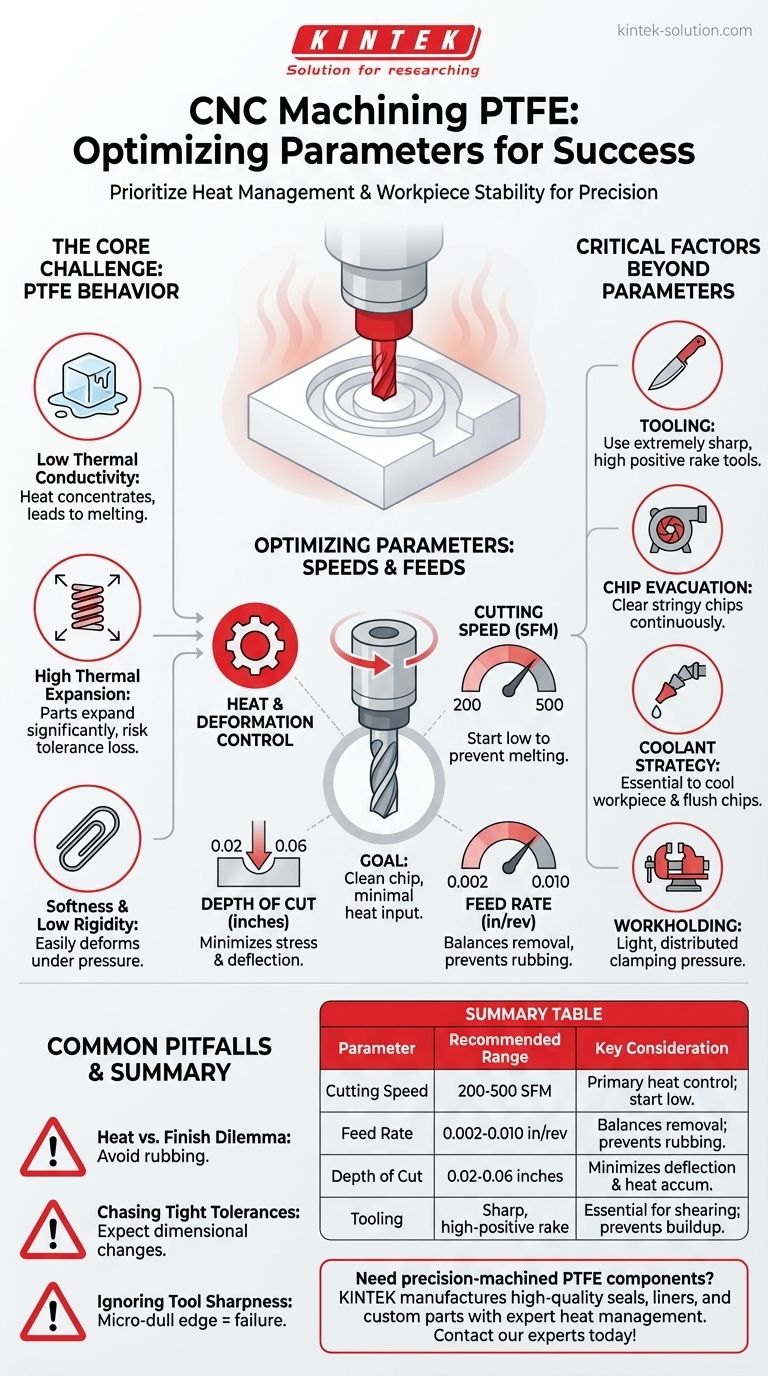
PTFE(ポリテトラフルオロエチレン)の加工を成功させるには、積極的な材料除去よりも、熱管理とワークピースの安定性を優先する必要があります。推奨される開始パラメーターは、切削速度200〜500表面フィート/分(SFM)、送り速度0.002〜0.010インチ/回転、浅い切り込み深さ0.02〜0.06インチです。
PTFE加工における中心的な課題は、その硬さではなく、柔らかさ、低い熱伝導率、高い熱膨張という独自の組み合わせにあります。成功は、プロセスのあらゆる段階で発生する熱と物理的な変形を最小限に抑える戦略にかかっています。
中心的な課題:PTFEの挙動を理解する
PTFEの加工は、力任せというよりも繊細さが求められます。金属とは異なり、PTFEの特性は特有の一連の課題を生み出し、特定の取り組み方を要求します。これらの特性を理解することが、正確で高品質な部品を実現するための鍵となります。
柔らかさと低い剛性
PTFEは柔らかい材料であり、圧力下で容易に変形します。積極的なクランプや過度の工具圧力は、ワークピースを圧縮または歪ませ、厳しい公差を維持することを不可能にします。
低い熱伝導率
これは管理すべき最も重要な特性です。PTFEは熱をうまく放散しません。切削刃での摩擦によって発生した熱は小さな領域に集中し、クリーンな切削ではなく急速な溶融につながります。
高い熱膨張率
PTFEが熱を帯びると、金属よりも大幅に膨張します。わずかな温度上昇でも部品が公差を外れる原因となり、冷却後に収縮して寸法不足の特徴が生じます。

加工パラメーターの最適化
速度と送り速度は、上記でリストされた要因を制御する明確な目的をもって設定する必要があります。目標は、熱入力が最小限のクリーンな切りくずを生成することです。
切削速度:主要な熱制御
切削速度は摩擦熱に直接関係しています。一部の情報源ではより高い速度が可能であると示唆していますが、溶融や工具への材料の堆積を防ぐために、保守的な開始点として200〜500 SFMが推奨されます。
常に範囲の下限から開始し、切削を観察してください。溶融や「ベタついた」感触の兆候が見られた場合は、直ちに速度を落としてください。
送り速度:除去と仕上げのバランス
0.002〜0.010インチ/回転(または0.1〜0.2 mm/回転)の送り速度が適切なバランスをとります。送り速度が低すぎると、工具が切削する代わりに材料を擦ることになり、過剰な熱を発生させます。
この範囲内で中程度に速い送り速度は、より厚い切りくずを生成し、ワークピースから熱を運び去るのに役立ち、よりクリーンで冷たい切削結果をもたらします。
切り込み深さ:応力の最小化
切り込み深さは浅く保ち、通常は0.02〜0.06インチ(0.5〜1.5 mm)の間とします。小さな切り込み深さは切削力を最小限に抑え、部品のたわみと熱の蓄積のリスクを低減します。これは精度を維持し、良好な表面仕上げを実現するために不可欠です。
速度と送り速度を超える重要な要素
PTFEで成功を収めるには、基本的なパラメーターを超えて見る必要があります。工具、クーラント戦略、ワーク保持も同様に重要です。
工具は譲れない
極めて鋭い切削工具を使用してください。できればプラスチックまたはアルミニウム用に設計されたものが望ましいです。高い正のすくい角と研磨されたフルートはせん断作用を生み出し、切りくずの付着を防ぐのに役立ちます。鈍い工具は材料を押しつぶして擦り、失敗を保証します。
効果的な切りくず排出
PTFEは長く、糸状の切りくず(スワーフ)を生成し、これが工具やワークピースに巻き付き、熱の蓄積や表面仕上げの損傷を引き起こす可能性があります。十分な工具逃げ角を確保し、切削ゾーンから継続的に切りくずを除去するために、指向性エアまたはクーラントの使用を検討してください。
クーラント戦略
かなりの熱を発生させるあらゆる加工において、クーラントシステムは不可欠です。クーラントの主な目的は、ワークピースを冷却し、切りくずを洗い流すことです。標準的な洪水式クーラントがこれによく機能します。
ワーク保持とクランプ圧力
ワークピースをしっかりと保持するのに十分なクランプ圧力を加えます。加工を開始する前に生材が歪むのを避けるために、ソフトジョーを使用するか、クランプ力をより広い領域に分散させてください。
一般的な落とし穴の理解
適切なパラメーターがあっても、PTFEの加工には固有の課題がいくつかあります。これらを認識することで、潜在的な問題を予測し軽減することができます。
熱と仕上げのジレンマ
高速は熱を発生させますが、送り速度を低くして遅すぎると、工具が材料に対して単に擦れるだけになります。この研磨作用もかなりの熱を発生させ、劣悪な表面仕上げにつながります。工具が一貫して切りくずを形成するスイートスポットを見つける必要があります。
厳しい公差の追求
PTFEの弾力性と熱膨張により、非常に厳しい公差(例:+/- 0.002インチ)の維持は熟練した機械工の仕事になります。部品が室温に冷却される際に寸法の変化が発生することを予想してください。必ず部品が安定してから測定してください。
工具の鋭さを無視すること
これは最も一般的な間違いです。アルミニウムには十分鋭く感じる刃先でも、PTFEには十分鋭くない場合があります。微小な鈍いエッジでさえ、直ちに材料を擦り始め、溶融させます。迷ったら、新しく鋭い工具を使用してください。
プロジェクトへの適用方法
具体的なパラメーターは、主な目標の関数になります。これらの推奨事項を起点として、観察に基づいて調整してください。
- 寸法精度が主な焦点の場合: 低い切削速度、浅い切り込み深さ、および熱膨張を管理するための一定の冷却を優先します。
- 表面仕上げが主な焦点の場合: 極めて鋭く研磨された工具を高正のすくい角で使用し、きれいに切削するために十分な送り速度であることを確認し、擦れないようにします。
- 迅速な材料除去(荒削り)が主な焦点の場合: 推奨される送り速度と切り込み深さの上限を使用しますが、切削速度は中程度に保ち、優れた切りくず排出を確保します。
熱と変形を最優先事項として管理することにより、予測可能で高品質な結果でPTFEを加工することができます。
要約表:
| パラメーター | 推奨範囲 | 主な考慮事項 |
|---|---|---|
| 切削速度 | 200-500 SFM | 摩擦熱の主要な制御。溶融を防ぐために低く開始する。 |
| 送り速度 | 0.002-0.010 in/rev | 材料除去と仕上げのバランスをとる。擦れを防ぐ。 |
| 切り込み深さ | 0.02-0.06インチ | 部品のたわみと熱の蓄積を最小限に抑える。 |
| 工具 | 鋭利で高い正のすくい角 | クリーンなせん断切削に不可欠。材料の付着を防ぐ。 |
精密機械加工されたPTFE部品が必要ですか? PTFEの機械加工は、低い熱伝導率や高い膨張率などの独自の特性を管理するために専門的な専門知識を必要とします。KINTEKは、半導体、医療、実験室、産業分野向けに高品質のPTFEシール、ライナー、実験器具、カスタム部品を製造しています。プロトタイプから大量生産まで、部品が正確な仕様を満たすことを保証し、精密な製造を優先しています。プロジェクトについて相談し、見積もりを取得するために、今すぐ当社の専門家にご連絡ください!
ビジュアルガイド
関連製品
- 特注PTFE製実験装置 耐食性 低バックグラウンド反応セル 精密CNC加工
- 高温耐食性を要する実験室用途向け、カスタムCNC加工による大型PTFEビーカー及びフラスコ
- トレース分析用 耐食性三角フッ素樹脂容器 カスタム機械加工PTFE円錐形サンプルセル
- カスタマイズ可能なPTFEスクレーパーとショベル
- PFAフラスコ用カスタムPTFE定圧分液漏斗、耐食性・低バックグラウンド実験器具



















