CNCでテフロンを加工する場合、最も推奨される工具は、軟材用に設計された非常に鋭利で研磨された超硬カッターです。特にシングルフルートまたはファストヘリックスの2枚刃エンドミルは、この特殊なポリマーを扱う際の主な課題である熱の発生と摩擦を最小限に抑えるため、理想的です。
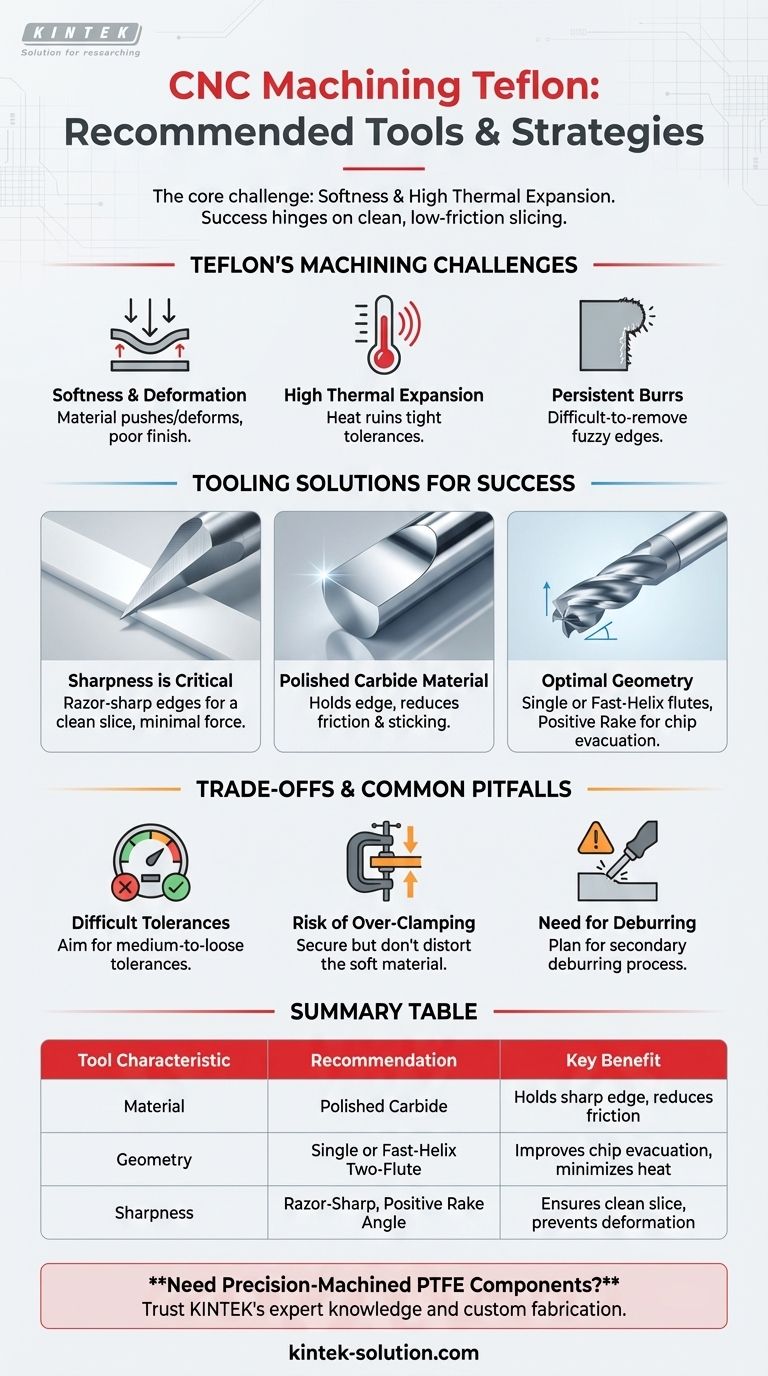
テフロンの核心的な課題は、その柔らかさと高い熱膨張係数の組み合わせにあります。成功は、熱を最小限に抑え、材料の変形や溶融を防ぐために、クリーンで低摩擦の切削作用を優先する工具と技術を使用するという単一の原則にかかっています。
テフロンが特殊なアプローチを必要とする理由
材料の特性を理解することが、加工で成功を収めるための第一歩です。テフロン(PTFE)は、金属や他のプラスチックとは異なり、特有の一連の障害をもたらします。
柔らかさと変形の課題
テフロンは非常に柔らかいため、きれいに切削されるのではなく、切削工具によって押しやられたり変形したりしやすくなります。これにより、びびり音、表面仕上げの悪化、寸法精度の低下を招く可能性があります。
切れ味の悪い工具や不適切な設計の工具は、材料を押しつぶすように削り取り、不必要な圧力をかけ、部品の形状を損ないます。
高い熱膨張の影響
テフロンは温度変化によって大きく膨張・収縮します。切削工具による摩擦は熱を発生させ、切削中に材料が膨張し、厳しい公差を台無しにする可能性があります。
この特性により、熱管理はプロセス全体で最も重要な側面の一つとなります。
バリの問題
きれいに切りくずを出す材料とは異なり、テフロンは切削エッジに沿って細かく、けば立ったバリを生成する傾向があります。これらのバリは除去が難しく、後加工の大きな原因となります。専門的な品質の完成品を得るためには、事前にバリ取り戦略を計画することが不可欠です。

適切な切削工具の選択
工具の選択は、テフロン加工の課題を克服する上で最も影響力のある要素です。目標は、常に切削エッジでの摩擦と熱を減らすことです。
鋭利さの極めて重要な重要性
絶対的な鋭利さは譲れません。カミソリのように鋭い切削エッジは、最小限の力で材料をきれいにせん断し、圧力、熱、変形の可能性を低減します。
切れ味の悪い工具はすぐに問題を引き起こし、表面仕上げの悪さや寸法の不正確さにつながります。
工具材料:超硬と研磨された表面
超硬カッターは、ハイス鋼(HSS)よりもはるかに長く鋭いエッジを保持できるため、強く推奨されます。
さらに、高度に研磨された表面とフルートを持つ工具が優れています。研磨された仕上げは摩擦を減らし、柔らかいテフロン材料が工具に付着するのを防ぎ、よりクリーンな切削と良好な切りくず排出を保証します。
最適な形状:フルートとすくい角
シングルフルートまたはファストヘリックスの2枚刃カッターが理想的です。これらの設計は、切りくずが素早く排出されるための十分なスペースを提供し、切削時により多くの摩擦が発生するのを防ぎます。
ポジティブなすくい角を持つ工具はせん断作用を促進し、これは中立またはネガティブなすくい角の工具の研磨作用よりもはるかに効果的で、発生する熱も少なくなります。
トレードオフと一般的な落とし穴の理解
適切な工具を使用しても、いくつかの固有の課題を管理する必要があります。これらのトレードオフを認識することは、現実的な期待を設定し、一般的な失敗を避けるために極めて重要です。
厳しい公差を維持することの難しさ
テフロンの高い熱膨張とクリープ(応力緩和)の傾向があるため、非常に厳しい公差を維持することは大きな課題です。このため、設計が許す限り、**中程度から緩めの公差**を狙うのが賢明な場合が多いです。
過剰クランプのリスク
テフロンの柔らかさは、ワーク保持クランプによって押しつぶされたり変形したりするのに非常に敏感です。振動を防ぐためにワークピースをしっかりと固定する必要がありますが、最初の切削を行う前に形状を歪ませるほど強く締め付けてはいけません。
バリ取り戦略の必要性
完成品にバリが発生することを想定してください。慎重な研磨や、バリを脆くして除去しやすくするために部品を凍結させることなど、二次的なバリ取りプロセスを計画してください。
プロジェクトに最適な選択をする
特定の工具とプロセスの決定は、プロジェクトの目標に直接合わせる必要があります。
- 最高の精度と最高の表面仕上げを達成することが主な焦点の場合:研磨されたシングルフルート超硬エンドミルに投資し、水溶性クーラントを多めに使用してください。
- 一般的な加工やプロトタイピングが主な焦点の場合:シャープで高品質な2枚刃カッターがうまく機能しますが、切削速度と確実なクランプに細心の注意を払ってください。
- 後加工を最小限に抑えることが主な焦点の場合:可能な限りシャープな工具を使用し、単一のセットアップで複雑な形状を仕上げるために多軸加工を検討し、取り扱いと潜在的なバリの発生を減らしてください。
結局のところ、テフロン加工を成功させるには、その独自の特性を尊重し、熱を最小限に抑えながらきれいに切削する工具を選択することにかかっています。
要約表:
| 工具の特性 | 推奨 | 主な利点 |
|---|---|---|
| 材料 | 研磨された超硬 | 鋭いエッジを保持し、摩擦を低減 |
| 形状 | シングルまたはファストヘリックス2枚刃 | 切りくず排出を改善し、熱を最小限に抑える |
| 鋭利さ | カミソリのように鋭い、ポジティブなすくい角 | クリーンなせん断作用を保証し、変形を防ぐ |
精密機械加工されたPTFE部品が必要ですか?
テフロンの加工には、変形、バリ、熱による不正確さなどの一般的な落とし穴を避けるために、専門的な知識と適切な工具が必要です。KINTEKでは、半導体、医療、実験室、産業分野向けに、高品質のPTFE部品(シール、ライナー、実験器具など)の製造を専門としています。
プロトタイプから大量注文まで、当社の精密生産とカスタム加工への取り組みにより、お客様の部品が正確な仕様を満たすことを保証します。当社の専門知識により、お客様のPTFE加工の課題を解決します。
今すぐKINTEKにご連絡して見積もりを取得し、当社の専門知識がお客様のプロジェクトにどのように価値をもたらすかをご確認ください。
ビジュアルガイド
関連製品
- カスタマイズ可能なPTFEスクレーパーとショベル
- カスタム食品用PTFEスクープ 円筒形ケミカルスパチュラ バイオ医薬品用 非汚染マテリアルハンドリングツール
- 耐食性PTFEサンプリングカップ カスタム製造PTFEサンプリングスクープ ラボラボリーフッ素樹脂サンプリングツール
- 耐腐食性PTFEサンプリングスプーンスパチュラ 高純度 低バックグラウンド 食品グレード 製薬研究実験室用ツール
- カスタムPTFEスクレーパーシャベル兼サンプリングスプーン 耐食性・低バックグラウンド・白色フッ素ポリマーツール



















