PTFEガスケットを適切に設置するには、単に部品を配置するのではなく、プロセス全体を完全なシステムアセンブリとして捉える必要があります。これには、フランジ面の細心の準備、ガスケットの慎重な検査、正確な位置合わせ、そして耐久性のある漏れのないシールを作成するための、高度に管理された多段階のボルト締付け手順が必要です。
シール継手の信頼性は、ガスケットそのものよりも、設置の品質に大きく依存します。成功するシールは、清潔で位置合わせされた表面と、均等に適用された正しい圧縮力の結果です。これらが不十分だと、故障を招きます。
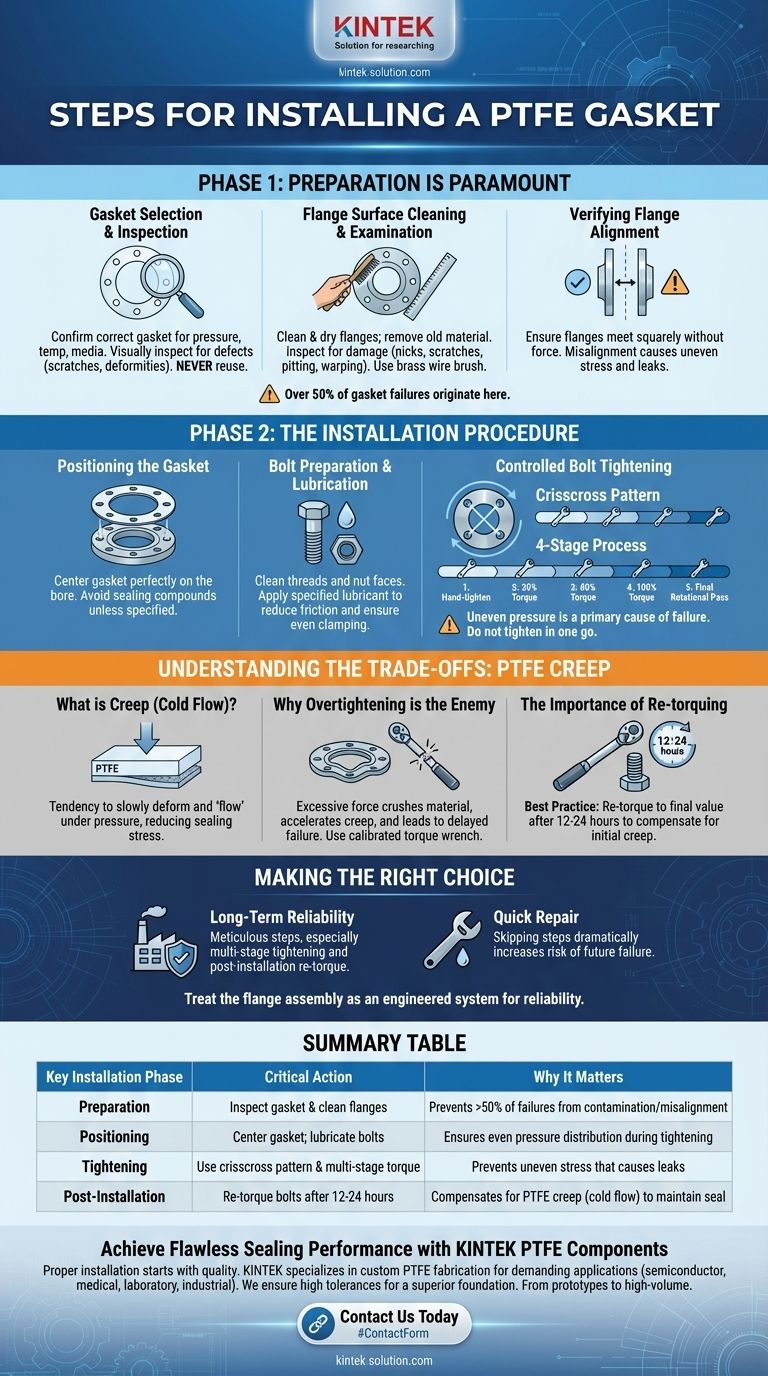
フェーズ1:準備が最も重要
ガスケットを扱う前に、成功するシールの基盤を確立する必要があります。ガスケットの故障の50%以上は、シール面の不適切な準備に起因しています。
ガスケットの選定と検査
まず、圧力、温度、化学媒体に対するアプリケーションに正しいガスケットであることを確認します。PTFEガスケットを再利用してはいけません。
新しいガスケットに傷、切り傷、変形などの欠陥がないか目視で検査します。欠陥のあるガスケットは適切にシールできず、廃棄する必要があります。
フランジ表面の清掃と検査
フランジ面は完全に清潔で乾燥しており、古いガスケット材、錆、その他の汚染物質がない状態である必要があります。ワイヤーブラシ(表面を傷つけないように真鍮製が望ましい)と適切な溶剤を使用します。
重要なのは、清掃したフランジ面に損傷がないか検査することです。指や定規を面に沿って走らせ、切り傷、深い傷、ピット(くぼみ)、または反りがないか確認します。損傷したフランジを確実にシールできるガスケットはありません。
フランジ位置合わせの確認
フランジが力をかけずに直角に接合できることを確認します。角度的または平行的な位置ずれは、ガスケットに不均一なストレスを与え、漏れの原因となります。
フランジを接合するためにパイプを引っ張る必要がある場合は、根本的な配管の問題を先に修正する必要があります。

フェーズ2:設置手順
フランジの準備が整ったら、設置を開始できます。各ステップは正確に実行されなければなりません。
ガスケットの位置決め
ガスケットをフランジ面に注意深く置き、ボア(内径)の中心に完全に位置合わせされていることを確認します。メーカーによって明示的に指定されていない限り、シールコンパウンドやグリースは使用しないでください。これはガスケットの機能に干渉する可能性があります。
ボルトの準備と潤滑
すべてのボルトのねじ山とナットの接地面が清潔であることを確認します。指定された高品質の潤滑剤を少量、ボルトのねじ山と、フランジに接触するナットの面に塗布します。
潤滑はシールのためではなく、締付け中の摩擦を低減するためのものです。これにより、適用されたトルクがガスケットに対して一貫した均一なクランプ力に変換されます。
管理されたボルト締付け
これは最も重要なステップです。不均一な圧力はガスケット故障の主な原因です。ガスケット表面に均等に圧力をかけるために、必ず交差パターン(対角線)を使用してボルトを締めます。
ボルトを一度に最終トルクまで締めてはいけません。プロセスは段階的に行う必要があります。
- すべてのボルトを手で締める。
- 第一パス:各ボルトを最終目標トルクの約30%まで締める。
- 第二パス:各ボルトを最終目標トルクの約60%まで締める。
- 最終パス:各ボルトを最終目標トルクの100%まで締める。
- 確認パス:ボルトがすべて最終トルク値にあることを確認するために、次のボルトへと順次移動しながら最終確認パスを実行する。
トレードオフの理解:PTFEクリープの課題
PTFEは優れたシール材ですが、その主な弱点である「クリープ」の傾向を管理する必要があります。
クリープ(冷間流動)とは?
クリープは冷間流動とも呼ばれ、PTFEが時間の経過とともに圧力のかかっている場所からゆっくりと変形し「流れる」傾向を指します。この緩和によりガスケットへの応力が減少し、シール圧の損失につながる可能性があります。
過剰締付けが敵である理由
確実なシールを求めてガスケットを締めすぎる誘惑に駆られますが、PTFEの場合は逆効果です。過度のクランプ力は材料の構造を破壊し、クリープを加速させ、設置後数時間または数日後にシールが故障する原因となります。必ず校正済みのトルクレンチを使用し、特定のガスケットとフランジクラスのメーカー指定トルク値に従ってください。
増し締め(リトルク)の重要性
クリープにより、初期のボルト荷重は設置後に減少します。初期設置から約12〜24時間後にボルトを最終指定トルク値に増し締め(リトルク)することがベストプラクティスです。これにより、初期のクリープを補償し、長期的で安定したシールを確保します。
目標に合わせた正しい選択
設置へのアプローチが、シール継手の信頼性と寿命を決定します。
- 長期的な信頼性とプラントの安全性が主な焦点である場合: PTFEクリープを管理するために、特に管理された多段階の締付けと設置後の増し締めを含む、すべての手順を細心の注意を払って実行します。
- 漏れを止めるための迅速な修理が主な焦点である場合: 表面準備を省略したり、不適切な締付け技術を使用したりすると、近い将来、より深刻な故障のリスクが劇的に高まることを理解してください。
フランジアセンブリ全体をエンジニアリングされたシステムとして扱うことで、ガスケットの設置を単なる作業から、信頼性が高く反復可能なプロセスへと変えることができます。
要約表:
| 主要な設置フェーズ | 重要なアクション | 重要性 |
|---|---|---|
| 準備 | ガスケットの検査とフランジの清掃 | 汚染/位置ずれによる故障の50%以上を防止 |
| 位置決め | ガスケットを中央に配置し、ボルトに潤滑 | 締付け中の圧力の均一な分散を保証 |
| 締付け | 交差パターンと多段階トルクを使用 | 漏れを引き起こす不均一なストレスを防止 |
| 設置後 | 12〜24時間後にボルトを増し締め | PTFEクリープ(冷間流動)を補償しシールを維持 |
KINTEK PTFEコンポーネントで完璧なシール性能を実現
適切な設置は不可欠ですが、それは高品質で精密に製造されたガスケットから始まります。KINTEKは、半導体、医療、研究所、産業分野における要求の厳しいアプリケーション向けに、カスタムPTFE加工を専門としています。
当社のPTFEシール、ライナー、ラボウェアは最高の公差で製造されており、お客様の重要なシーリングプロセスに優れた基盤を提供します。プロトタイプが必要な場合でも大量注文が必要な場合でも、当社の専門知識により、設置された瞬間から信頼性の高い性能を発揮するコンポーネントが保証されます。
お客様固有の要件について今すぐお問い合わせいただき、当社の精密ソリューションでシステムの信頼性を高めましょう。
ビジュアルガイド
関連製品
- カスタマイズ可能 耐熱性 帯電防止 PTFE 絶縁ガスケット 難燃性 耐食性 産業用シール
- カスタムPTFE絶縁ガスケット 耐食性テフロンシール 特注エンジニアリングプラスチック部品
- 産業用電気アプリケーション向けのカスタムPTFE絶縁ガスケットおよび耐食性フッ素ポリマーシール
- 化学貯蔵ドラムおよび流体移送システム用の高耐食性PTFE蛇口ポリテトラフルオロエチレンバルブ カスタマイズ可能な産業用グレード
- カスタムPTFE耐酸支持ラック 多穴PFA水素吸収システムブラケット



















