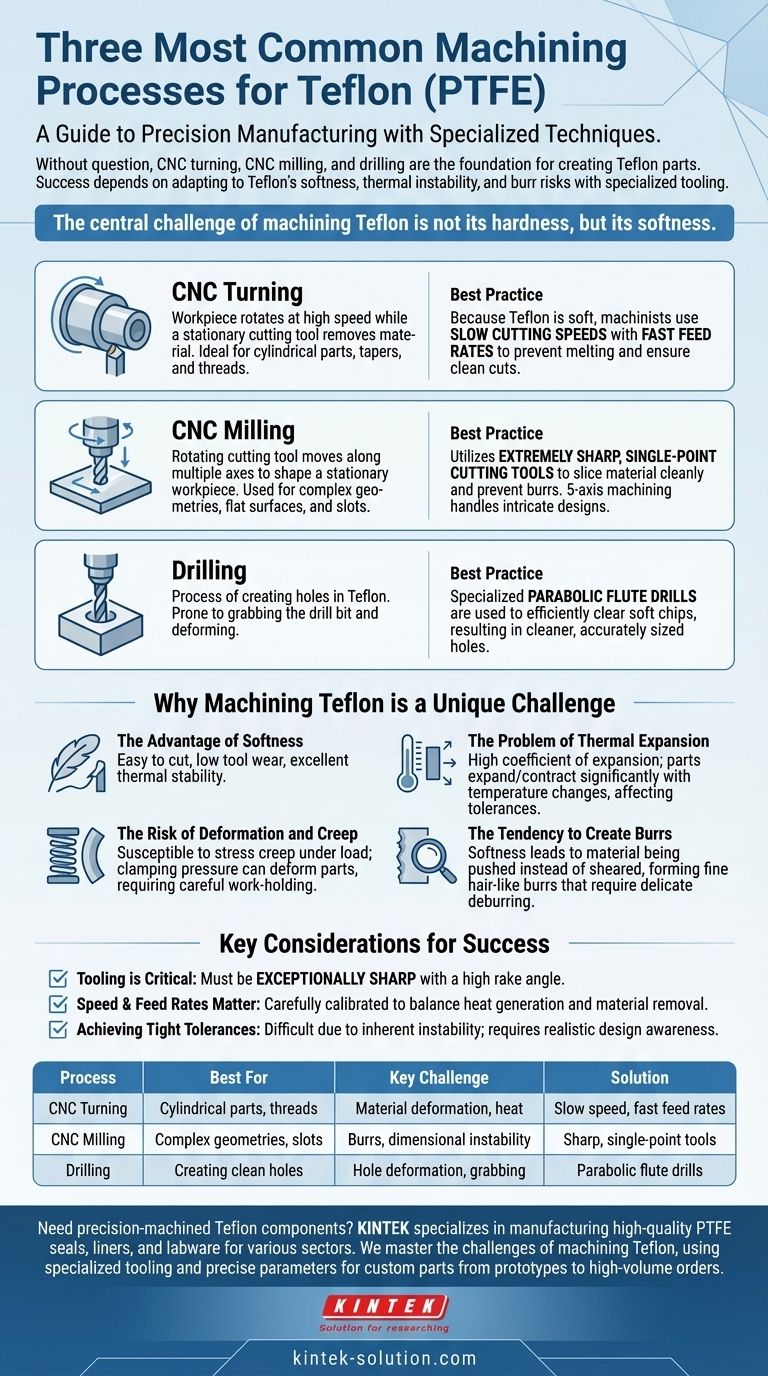
間違いなく、テフロン(PTFE)の最も一般的な3つの機械加工プロセスは、CNC旋盤加工、CNCフライス加工、穴あけ加工です。これらの方法は、単純なワッシャーから複雑なカスタムコンポーネントに至るまで、あらゆるものを作成するための基礎となりますが、成功はテフロン特有の特性に合わせて技術を適応させるかどうかに完全に依存します。
テフロン加工における中心的な課題は、その硬さではなく、柔らかさです。切削は容易ですが、熱的不安定性、圧力下での変形しやすさ、バリの発生リスクがあるため、精度を出すには特殊な工具と機械加工パラメータの慎重な制御が必要です。
主要プロセスを詳しく見る
主要な機械加工方法のそれぞれは、目的の形状を達成するために、特定の工具とワークピースの動きを活用するように調整されています。
CNC旋盤加工(CNC Turning)
CNC旋盤加工では、テフロンのワークピースを高速で回転させながら、固定された切削工具で材料を除去します。このプロセスは、円筒部品、テーパー、ねじ部品の作成に最適です。
テフロンは柔らかいため、機械加工業者は、材料の溶融や変形を防ぎ、きれいな切削面を得るために、遅い切削速度と速い送り速度を組み合わせることがよくあります。
CNCフライス加工(CNC Milling)
CNCフライス加工は、旋盤加工とは反対の原理で動作します。切削工具が回転し、ワークピースは固定されます。工具は複数の軸に沿って移動し、材料を除去して部品を成形します。
この方法は、平坦な面、溝、カスタム輪郭など、より複雑な形状を作成するために使用されます。材料を押し付けるのではなくきれいに切断するために、極めて鋭利な一点切削工具を使用することが不可欠であり、これによりバリの発生を防ぎます。非常に複雑な設計の場合、5軸CNC加工がしばしば採用されます。
穴あけ加工(Drilling)
穴あけ加工は、テフロン部品に穴を開けるプロセスです。単純に見えますが、テフロンの柔らかさにより、ドリルビットを掴んで穴を変形させやすくなります。
これを防ぐために、特殊なパラボラフルートドリルが使用されることがよくあります。その設計は、柔らかいテフロンの切りくずを排出するのに優れており、よりきれいで正確な寸法の穴が得られます。

テフロン加工が特有の課題である理由
テフロンの物理的特性は、すべての機械加工業者が考慮しなければならない、明確な利点と欠点のセットをもたらします。
柔らかさの利点
テフロンの低硬度は、金属や硬いプラスチックと比較して、工具摩耗と機械加工時間を削減し、切削を非常に容易にします。また、優れた熱安定性により、摩擦熱で加熱されてもベタついたり工具に詰まったりすることがないため、切削プロセスが簡素化されます。
熱膨張の問題
テフロンは非常に高い熱膨張係数を持っています。これは、機械加工プロセスによって生じるわずかな温度変化に対しても、大きく膨張・収縮することを意味します。
この不安定性により、厳密な公差の維持が主要な課題となります。なぜなら、部品は温かい状態では正しく測定されても、室温まで冷えると規定値から外れる可能性があるからです。
変形とクリープのリスク
この材料は応力クリープの影響を受けやすく、荷重がかかると時間とともにゆっくりと変形する可能性があります。機械加工中、クランプや切削による圧力で部品が容易に変形する可能性があります。
この剛性の欠如と低い寸法安定性のため、慎重なワーク保持戦略と最小限の工具圧力を適用して、最終コンポーネントの歪みを避ける必要があります。
バリを発生させる傾向
テフロンは非常に柔らかいため、工具が材料をきれいにせん断するのではなく、押しやってしまうことがあります。これにより、切断面に沿って細い毛のようなバリが発生します。
これらの部品のバリ取りはプロセスに余分なステップを追加し、コンポーネントの表面を損傷しないように繊細な手つきが必要です。
トレードオフと重要な考慮事項の理解
テフロン加工を成功させるには、その利点と限界のバランスを取ることが含まれます。これらの要因を無視すると、不良品やプロジェクトの遅延につながることがよくあります。
工具が重要
最も重要な単一の要因は、適切な工具を使用することです。工具は、材料を押し付けるのではなくスライスするために、極めて鋭利で高いすくい角を持っている必要があります。鈍い工具は、バリや寸法の不正確さの主な原因となります。
速度と送り速度が重要
機械加工パラメータは慎重に調整する必要があります。工具を速く押しすぎたり、過度の摩擦熱を発生させたりすると、熱が発生し、熱膨張や不正確な切削につながる可能性があります。適切なバランスが、クリーンで安定した切削を保証します。
厳密な公差の達成は困難
エンジニアは、テフロンの限界を認識して部品を設計する必要があります。その固有の不安定性のために、アルミニウムや鋼材では日常的な公差を維持しようとすることは、テフロンでは非現実的で高価になることがよくあります。
目標に合わせた適切な選択
コンポーネントの特定の要件に基づいてアプローチを選択してください。
- 高精度で複雑な形状が主な焦点の場合: 極めて鋭利な工具を使用し、熱膨張を管理する計画を立てて、多軸CNCフライス加工に頼ります。
- 単純な円筒形または対称部品が主な焦点の場合: 送り速度と速度が最適化されていれば、CNC旋盤加工が最も直接的で効率的な方法です。
- クリーンで正確な穴を作成することが主な焦点の場合: 特殊なパラボラドリルを使用し、最小限の圧力で材料の変形を防ぎ、精度を確保します。
結局のところ、テフロン加工をマスターすることは、その特性に逆らうのではなく、尊重することから始まります。
要約表:
| プロセス | 最適用途 | 主な課題 | 解決策 |
|---|---|---|---|
| CNC旋盤加工 | 円筒部品、ねじ | 材料の変形、熱 | 低速、高速送り速度 |
| CNCフライス加工 | 複雑な形状、溝 | バリ、寸法不安定性 | 鋭利な一点切削工具 |
| 穴あけ加工 | きれいな穴の作成 | 穴の変形、掴み | パラボラフルートドリル |
精密機械加工されたテフロン部品が必要ですか? KINTEKは、半導体、医療、実験室、産業分野向けに高品質のPTFEシール、ライナー、実験器具の製造を専門としています。当社は、特殊な工具と正確なパラメータを使用して、プロトタイプから大量生産までカスタム部品を提供することで、テフロン加工の特有の課題を克服します。プロジェクトの要件について話し合い、精密生産における当社の専門知識の恩恵を受けるために、今すぐお問い合わせください!
ビジュアルガイド
関連製品
- 高温耐食性を要する実験室用途向け、カスタムCNC加工による大型PTFEビーカー及びフラスコ
- テフロン部品とPTFEピンセットのためのカスタムPTFE部品メーカー
- 高度な産業用途向けのカスタムPTFEテフロンボール
- 研究室および産業用途向けのカスタマイズ可能なPTFEるつぼ
- 生化学研究室向け 耐熱性PTFE製穴あきスプーン 穴サイズ・個数カスタマイズ可能 高純度 浸出ゼロ テフロンスキマー












