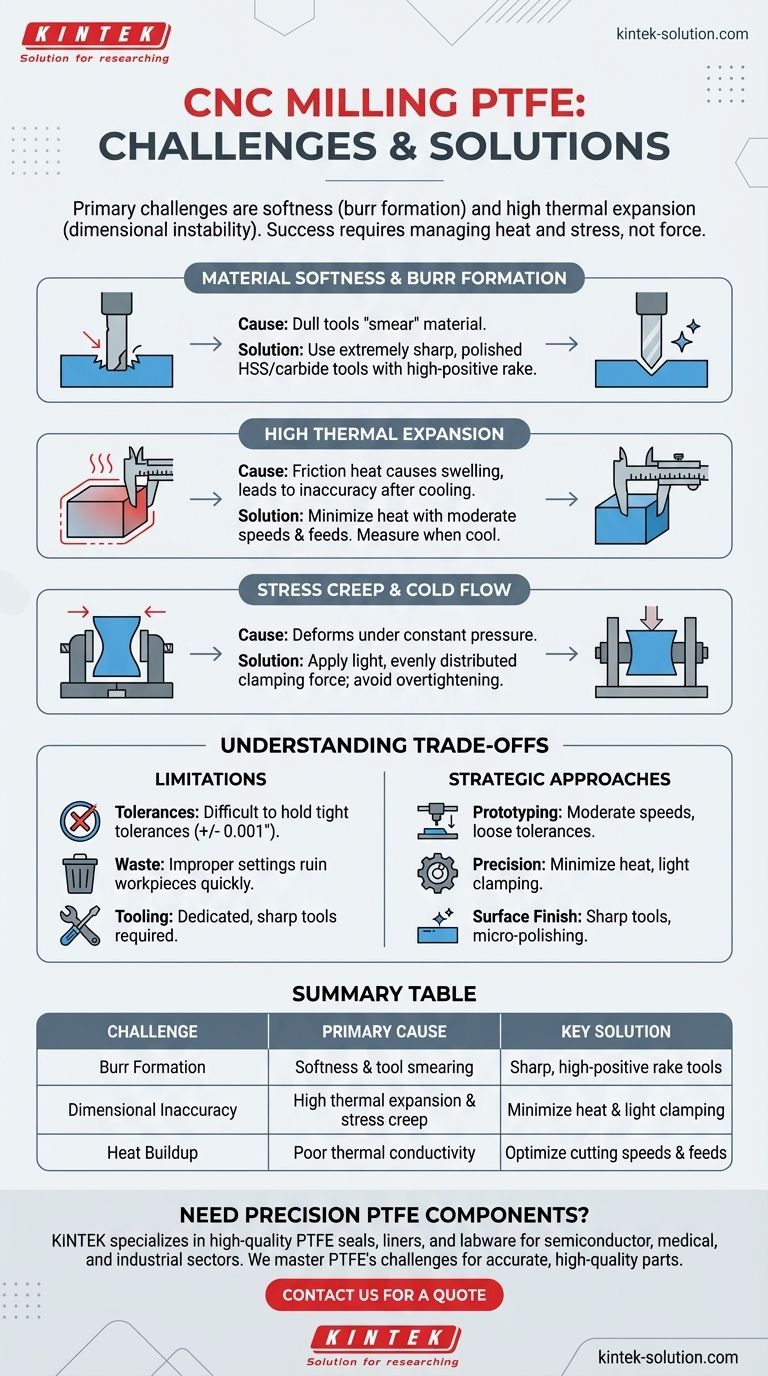
CNCフライス加工におけるPTFEの主な課題は、その柔らかさによるバリの発生と、熱膨張係数の高さによる寸法の不安定性です。ポリテトラフルオロエチレン(PTFE)を成功裏に加工するには、特定の工具、設定、取り扱い技術を用いて、これらの固有の材料特性に対応する戦略が必要です。
PTFE加工の核心的な難しさは硬さではなく、熱と圧力の下で変形しやすい性質にあります。成功は、材料の性質に逆らうのではなく、熱膨張と機械的応力を管理することで、その性質と「協調して」作業することにかかっています。
核心的な問題:なぜPTFEは異なる挙動を示すのか
PTFEの加工の課題を理解するには、まずその基本的な特性を理解する必要があります。硬い金属やプラスチックとは異なり、応力や熱に対するPTFEの挙動が、加工戦略全体を決定します。
PTFEの柔らかさの分析
PTFEは非常に柔らかい材料です。フライス加工中、鈍い工具や不適切に設計された切削工具は、材料をきれいにせん断するのではなく、押し付けたり「塗り広げたり」する傾向があります。
この押し付け動作がひどいバリの発生の主な原因となり、結果として表面仕上げが悪くなり、二次的なバリ取り作業が必要になります。
高い熱膨張係数
PTFEは、ほとんどの材料よりも温度変化によってはるかに大きく膨張・収縮します。切削工具の摩擦によって局所的な熱が発生し、フライス加工中に材料が膨張します。
部品がまだ温かい状態で寸法を測定すると、冷却して収縮したときに仕様から外れてしまいます。これにより、寸法精度の達成が大きな課題となります。
クリープとコールドフロー
PTFEは「クリープ」、別名コールドフローを起こしやすいです。これは、室温であっても一定の圧力にさらされると、材料が時間とともにゆっくりと変形することを意味します。
この特性はワーク保持に直接影響します。ワークピースをバイスで締めすぎると、圧縮されます。部品はクランプされている間は完全に寸法通りであっても、圧力が解放されて材料が元に戻ると不正確になります。

実際的な加工上の課題と解決策
これらの材料特性は、現場で予測可能な問題を引き起こします。それらに対応するには、標準的なフライス加工手順に特定の調整が必要です。
寸法精度の達成
熱膨張とクリープの組み合わせにより、厳しい公差を維持することが困難になります。鍵となるのは、熱の発生とクランプ圧力を最小限に抑えることです。
摩擦と熱の蓄積を減らすために、中程度の切削速度と送り速度を使用します。これは、熱の発生を未然に防ぐための最も効果的な方法です。
バリの発生の防止
塗り広げられたカットではなく、きれいなカットを得るためには、切削工具が最も重要です。極めて鋭利で研磨された切削工具、できれば高速度鋼(HSS)または未コーティングの超硬合金製を使用します。
工具の高いポジティブすくい角は、切りくずを排出し、材料をきれいにせん断するのに役立ち、バリの発生を劇的に減少させます。
熱の蓄積の管理
PTFEは熱伝導性が低いため、熱が刃先に集中します。管理しないと、この局所的な熱は前述の膨張の問題に直接つながります。
クーラントは役立ちますが、第一の防御策は、熱が発生するのを防ぐために常に鋭い工具と適切な切削速度を使用することです。
歪みなくワークピースを固定する
クリープに対抗するには、部品をしっかりと保持するのに十分なクランプ力を加えるだけにとどめます。締めすぎは絶対に避けてください。
より広い表面積を持つ治具を使用してクランプ圧力を分散させることも、材料が圧縮されて変形するのを防ぐのに役立ちます。
トレードオフの理解
PTFEの特性は、低摩擦シールや耐薬品性部品などの特定の用途には理想的ですが、避けられない制限ももたらします。
公差の限界
固有の不安定性のため、PTFEは極めて厳しい公差(例:+/- 0.001インチ)を必要とする部品には適していません。設計では、可能な限り緩い公差を指定することで、これに対応する必要があります。
材料の無駄のリスク
不適切な設定は、PTFEのワークピースをすぐに台無しにする可能性があります。初期設定とテストカットは、適切なパラメータを調整するために非常に重要であり、初期の材料スクラップにつながる可能性があります。
専用工具の必要性
PTFEは原理的には切削しやすいですが、高品質の結果を得るには特定の工具が必要です。工具は非常に鋭利に保たれ、性能を低下させるような傷や鈍りを避けるために、理想的には柔らかいプラスチックの加工専用であるべきです。
目標に合った正しい選択をする
PTFEの加工へのアプローチは、プロジェクトの最終目的に直接合わせる必要があります。
- 主な焦点が迅速なプロトタイピングの場合: 中程度の速度でPTFEの容易な加工性を活用しますが、緩い公差を念頭に置いて設計します。
- 主な焦点が高い精度の部品の場合: 鋭い工具と制御された切削速度で熱を最小限に抑えることを優先し、低く均等に分散されたクランプ圧力を使用する必要があります。
- 主な焦点が優れた表面仕上げの場合: 極めて鋭利でポジティブすくい角の大きい工具を使用し、フライス加工後のマイクロ研磨などの二次加工を検討します。
結局のところ、PTFE加工の成功は、材料の固有の特性に逆らうのではなく、それを尊重することから生まれます。
要約表:
| 課題 | 主な原因 | 主要な解決策 |
|---|---|---|
| バリの発生 | 材料の柔らかさ&工具の塗り広げ | 鋭利でポジティブすくい角の大きい工具を使用する |
| 寸法の不正確さ | 高い熱膨張&クリープ | 熱を最小限に抑え、軽いクランプを使用する |
| 熱の蓄積 | PTFEの低い熱伝導性 | 切削速度と送り速度を最適化する |
精密加工されたPTFE部品が必要ですか?
KINTEKでは、半導体、医療、産業分野向けに高品質のPTFEシール、ライナー、実験器具の製造を専門としています。カスタム加工の専門知識により、PTFEの柔らかさと熱膨張の課題を巧みに乗りこなし、プロトタイプから大量生産まで、お客様の用途が要求する寸法精度と優れた表面仕上げを実現した部品をお届けします。
プロジェクトの要件について相談し、見積もりを取得するために、今すぐ当社のチームにご連絡ください。
ビジュアルガイド
関連製品
- 特注PTFE製実験装置 耐食性 低バックグラウンド反応セル 精密CNC加工
- カスタムPTFEボールミル粉砕瓶 50ml 耐腐食性・低バックグラウンド実験用粉砹容器
- トレース分析用 耐食性三角フッ素樹脂容器 カスタム機械加工PTFE円錐形サンプルセル
- 高純度PTFE円形フィルターメンブレンカッター(セラミックブレード付き) - 微量分析およびCDC研究所向けサンプル調製用
- 先端科学・産業用途向けカスタムPTFE測定シリンダー



















