テフロン(PTFE)の機械加工は、見かけによらず複雑です。主な課題は、その固有の柔らかさ、極めて低い熱伝導率、および高い熱膨張係数に起因します。これらの特性は、熱の蓄積、材料の変形、および厳しい公差の維持の困難さにつながります。成功には、非常に鋭利な工具、低い切削速度、積極的な冷却、および材料の不安定性を管理するための精密なワーク保持を使用する特定のアプローチが必要です。
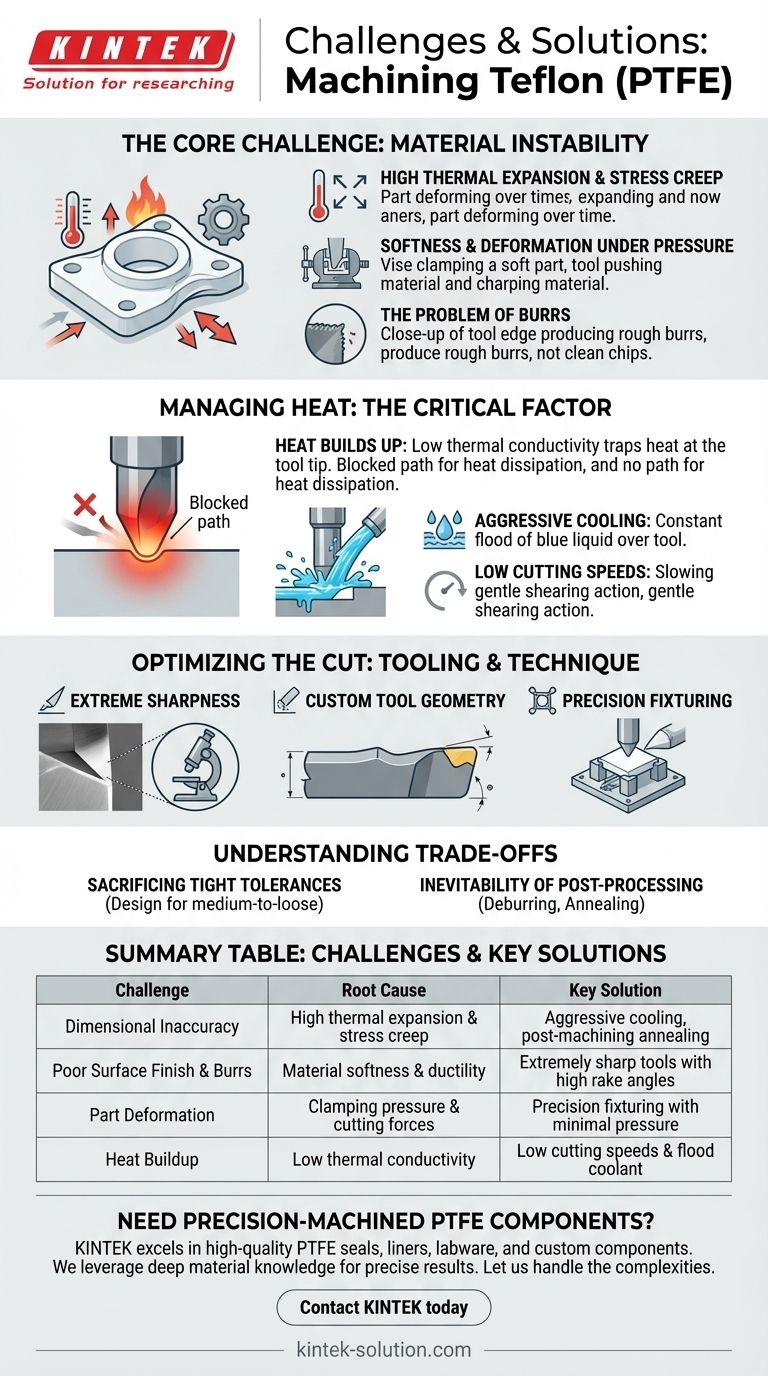
テフロン加工の核心的な課題は、その硬度ではなく、固有の不安定性です。成功は、積極的な材料除去よりも、切削中および切削後に材料が変形したり「動いたり」するのを防ぐために、熱、圧力、および熱膨張を管理することにかかっています。

核心的な課題:材料の不安定性
テフロンは、金属や他のほとんどのプラスチックとは異なる挙動を示します。その主な課題は、熱的および機械的ストレス下で形状が変化する傾向に根ざしています。
高い熱膨張と応力クリープ
テフロンは、温度変化によって大きく膨張および収縮します。この高い膨張係数により、厳しい公差を維持することが非常に困難になります。部品は、冷えた機械上では仕様内であっても、室温では仕様外になる可能性があります。
さらに、テフロンは応力クリープの影響を受けやすく、製造中に誘発される内部応力であっても、圧力がかかると時間の経過とともにゆっくりと変形します。
柔らかさと圧力下での変形
材料の柔らかさにより、万力や固定具のクランプ力によって容易に圧縮または歪む可能性があります。締め付けすぎると、一度も切削する前に部品が台無しになります。
この柔らかさのため、切削工具が材料をきれいにせん断するのではなく、押し付けてしまい、寸法精度が低下したり、表面仕上げが悪くなったりします。
バリの問題
テフロンの柔らかく延性のある性質は、きれいに剥がれる切りくずを生成するのではなく、切削縁に沿って持続的なバリを生じさせることがよくあります。これには、除去のための専用の後処理ステップが必要であり、事前に計画しておく必要があります。
熱の管理:重要な要素
テフロンを機械加工する際の最大の敵は熱です。材料が優れた熱絶縁体であるため、切削プロセスによって発生する熱は、ワークピースを通して放散されるのではなく、工具の先端に閉じ込められます。
熱が蓄積する理由
テフロンの低い熱伝導率は、切削ゾーンから熱を効果的に除去できないことを意味します。この局所的な熱の蓄積は、材料を溶融させたり、工具を詰まらせたり、予測不能に膨張させたりして、精度への期待を打ち砕きます。
積極的な冷却の役割
熱の蓄積に対抗するためには、クーラントの十分な適用が不可欠です。水溶性クーラントを絶えず供給することは、発生した熱を工具とワークピースからできるだけ早く除去するための標準的な方法です。
切削速度の影響
低い切削速度が必須です。高速では、熱が除去されるよりも早く摩擦と熱が発生し、上記の問題につながります。目標は、穏やかで制御されたせん断作用です。
切削の最適化:工具と技術
標準的な金属加工工具と技術は、テフロンには効果がないことがよくあります。切削戦略全体を材料の独自の特性に適応させる必要があります。
極度のシャープネスの義務
工具は研磨された切削縁を持つ非常に鋭利なものでなければなりません。鈍い工具や標準的な工具は、材料を押し進めたり、押し付けたりする傾向があり、変形や引き裂きを引き起こします。鋭利な超硬工具は良い基準であり、ダイヤモンドコーティングされた工具は高精度加工において優れた性能を発揮します。
カスタム工具形状
特殊な工具形状が必要となることがよくあります。高いすくい角と増加した逃げ角は、きれいなスライス動作を生み出し、柔らかい材料が工具に付着したり擦れたりするのを防ぎ、それによって熱の発生を抑えます。
精密な固定
ワーク保持は精密かつ繊細でなければなりません。固定具は、過度のクランプ圧力をかけずにワークピースをしっかりと支持するように設計する必要があります。
トレードオフと限界の理解
テフロンを成功裏に加工するには、その固有の限界を受け入れ、それらを考慮して設計する必要があります。
厳しい公差の犠牲
可能な限り、部品を中程度から緩い公差で設計してください。アプリケーションがミクロンレベルの精度を絶対的に必要としない限り、それを指定しないでください。これにより、熱膨張とクリープを考慮した誤差の許容範囲が広がります。
後処理の不可避性
何らかの後処理が必要になると想定してください。これには、多くの場合、専用のバリ取りステップが含まれます。これは、手動でのトリミング、軽い研磨、あるいはバリを脆くして除去しやすくするために部品を凍結することさえ含みます。
高精度アプリケーションの場合、部品の長期的な寸法安定性を向上させるために、機械加工後の焼きなましまたは応力除去サイクルが必要になる場合があります。
プロジェクトに最適な選択をする
機械加工戦略は、部品の最終要件によって決定されるべきです。
- 厳しい公差の達成が主な焦点である場合:積極的な冷却と低い切削速度を優先し、長期的な安定性を確保するために機械加工後の焼きなましプロセスを計画してください。
- 滑らかでバリのない表面仕上げが主な焦点である場合:高いすくい角を持つ非常に鋭利で研磨された工具を使用し、生産計画に特定のバリ取り戦略を組み込んでください。
- 部品の変形を最小限に抑えることが主な焦点である場合:最小限のクランプ圧力で広範な支持を提供する固定具を設計し、材料を押し付けないように低い送り速度を使用してください。
最終的に、テフロンでの成功は、その独自の特性と戦うのではなく、尊重することから生まれます。
要約表:
| 課題 | 根本原因 | 主要な解決策 |
|---|---|---|
| 寸法精度不良 | 高い熱膨張と応力クリープ | 積極的な冷却、機械加工後の焼きなまし |
| 劣悪な表面仕上げとバリ | 材料の柔らかさと延性 | 高いすくい角を持つ非常に鋭利な工具 |
| 部品の変形 | クランプ圧力と切削力 | 最小限の圧力での精密な固定 |
| 熱の蓄積 | 低い熱伝導率 | 低い切削速度とフラッドクーラント |
精密加工されたPTFE部品が必要ですか?
テフロンの機械加工には、その独自の課題を克服するための専門知識が必要です。KINTEKは、半導体、医療、実験室、および産業分野向けの高品質なPTFEシール、ライナー、実験器具、およびカスタム部品の製造に優れています。
当社は、材料に関する深い知識と精密な生産能力(試作品から大量注文まで)を活用し、部品が変形や熱の問題なく正確な仕様を満たすことを保証します。
複雑な作業は私たちにお任せください。今すぐKINTEBにお問い合わせください。プロジェクトについて話し合い、見積もりを取得しましょう!
ビジュアルガイド
関連製品
- 習慣は実験室 ITO FTO の伝導性ガラスのクリーニングの花かごのための形成された PTFE のテフロン部品の製造業者を機械で造りました
- テフロン部品とPTFEピンセットのためのカスタムPTFE部品メーカー
- トレース分析用 耐食性三角フッ素樹脂容器 カスタム機械加工PTFE円錐形サンプルセル
- テフロン容器およびコンポーネントのためのカスタムPTFE部品メーカー
- 耐食性PTFE撹拌インペラおよびカスタマイズ可能なポリテトラフルオロエチレン分散ディスク



















