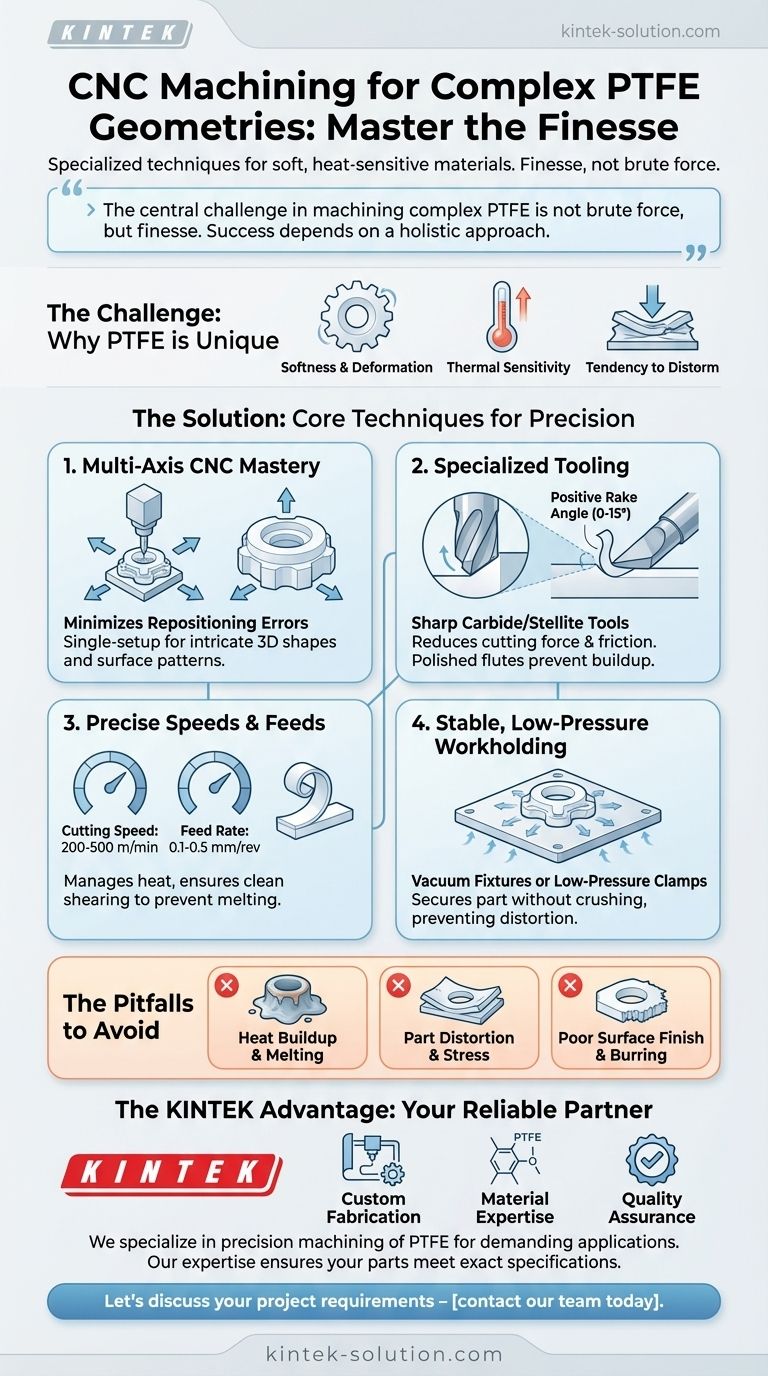
複雑なPTFE形状の機械加工には、材料特有の柔らかさ、熱感受性、圧力下での変形しやすい性質を管理することに焦点を当てた専門的な技術システムが必要です。中核となる手法には、部品の取り扱いを最小限に抑えるための多軸CNCマシンの使用、極めて鋭利な超硬合金またはステライト工具の採用、溶融を防ぐための正確な速度と送り速度の維持、そして歪みなく部品を固定するための真空治具などの安定したワーク保持が含まれます。
複雑なPTFEの機械加工における中心的な課題は、力任せではなく、繊細さです。成功は、切削力を最小限に抑え、刃先での熱を管理し、プロセス全体を通してワークのいかなる変形も防ぐという全体的なアプローチにかかっています。

基礎:多軸加工が不可欠である理由
ポリテトラフルオロエチレン(PTFE)は、機械的強度が低く熱膨張率が高いため、特異的に難しい材料です。複雑な部品の場合、機械技術の選択が最初かつ最も重要な決定となります。
再位置決めエラーの最小化
5軸フライス盤などの多軸CNCマシンは、複雑な形状には不可欠です。これにより、単一のセットアップで複数の角度からワークピースに切削工具をアプローチさせることができます。
この単一セットアップのアプローチは、PTFEにとって極めて重要です。柔らかい部品を取り外し、再位置決めするたびに、幾何学的エラー、歪み、表面の傷が生じるリスクが大幅に増加します。
複雑な操作の実現
PTFE部品の特定の機能を生成するために、さまざまなCNC操作が使用されます。
- CNCミーリング(フライス加工): 複雑な三次元形状、ポケット、入り組んだ表面パターンを作成するために使用されます。
- CNC旋削加工: 高精度でシール、リング、シャフトなどの円筒部品を製造するのに理想的です。
- 穴あけとねじ切り: 正確な穴と内部ねじを作成しますが、材料の溶融を防ぐために鋭利な工具と慎重な切りくず排出が必要です。
重要な工具と切削パラメーター
PTFEの機械加工において、工具と材料の接点こそが失敗のほとんどが発生する場所です。適切な工具と設定により、引き裂き、溶融、バリの発生を防ぎます。
工具の材質と形状
PTFEに理想的な工具は、例外的に鋭利で耐摩耗性がある必要があります。
- 工具材質: 超硬合金チップまたはステライトチップの工具が好まれます。これらは非常に鋭い刃先を保持できるため、摩擦を最小限に抑え、切削中に発生する熱を低減します。
- 工具形状: 切削力を低減するために、工具には正のすくい角(0度から15度の間)が必要です。また、クリーンな切りくず排出を促進し、材料の堆積を防ぐために、二条または一條の溝を持ち、高度に研磨されている必要があります。
速度と送り速度の調整
金属のように高い力が一般的に許容されるのとは異なり、PTFEには軽いタッチが必要です。目標は、材料を押し付けるのではなく、きれいにせん断することです。
- 切削速度: 比較的高い切削速度、通常は200〜500 m/minで、クリーンな切断を保証するのに役立ちます。
- 送り速度: 0.1〜0.5 mm/revの制御された送り速度は、工具が材料を押して変形させるのを防ぎ、寸法精度が損なわれるのを防ぎます。
トレードオフと落とし穴の理解
PTFEの機械加工を成功させるには、その破壊モードを予測することが含まれます。その特定の特性への注意の欠如がエラーの主な原因となります。
熱の蓄積と材料の完全性
PTFE加工における最大の敵は熱です。鈍い工具や不適切なパラメーターによる過度の摩擦は、材料をきれいに切削するのではなく、溶融させてべたつきを引き起こします。これにより、仕上がりが悪くなり、寸法精度が狂います。工具の定期的な再研磨または交換は選択肢ではなく、プロセスの核となる部分です。
部品の歪みと内部応力
PTFEの柔らかさは、歪みに対して非常に敏感です。標準的な万力で締めすぎると部品が潰れ、過度の切削力は部品が工具から逃げるように曲がる原因となります。そのため、安定した低圧のワーク保持は、厳しい公差を達成するために譲れない条件です。
粗い表面仕上げとバリ
PTFE部品のバリは、最適ではないプロセスの一般的な兆候です。これらは通常、材料をせん断するのではなく引き裂く鈍い刃先によって引き起こされます。鋭利で研磨された工具と最適化された切削パラメーターを使用することが、機械から直接、バリのないクリーンな仕上がりを得る唯一の方法です。
目標に合わせた適切な選択
複雑なPTFEコンポーネントが正しく機械加工されていることを確認するために、プロジェクトの主な目的に合わせて戦略とサプライヤーの選定を調整してください。
- 新しい複雑な設計のプロトタイピングが主な焦点の場合: PTFEに関する文書化された経験と高精度5軸CNCマシンへのアクセスを持つサービスプロバイダーを優先してください。
- 厳しい公差での大量生産が主な焦点の場合: 再現性のあるワーク保持ソリューションや厳格な工具メンテナンスまたは交換スケジュールを含むプロセス管理を重視してください。
- 航空宇宙または医療グレードの品質の達成が主な焦点の場合: 品質管理へのコミットメントを示す関連業界認証(例:ISO 9001、AS9100)を機械加工パートナーが保持していることを確認してください。
これらの制御の原則を理解することで、お客様の正確な要件を満たす複雑なPTFEコンポーネントに自信を持って仕様を出し、調達することができます。
サマリーテーブル:
| 技術 | 主な考慮事項 | 利点 |
|---|---|---|
| 多軸加工 | 複雑な形状に対する単一セットアップ | 再位置決めエラーと部品の歪みを最小化 |
| 特殊工具 | 正のすくい角を持つ鋭利な超硬合金/ステライト工具 | 切削力を低減し、材料の引き裂きを防ぐ |
| 正確な速度と送り速度 | 高速(200-500 m/min)、制御された送り | 熱を管理し、材料のクリーンなせん断を保証する |
| 安定したワーク保持 | 真空治具または低圧クランプ | 歪みを引き起こすことなく柔らかいPTFEを固定する |
複雑なPTFEコンポーネントのための信頼できるパートナーをお探しですか?
KINTEKでは、半導体、医療、実験室、産業分野の最も要求の厳しい用途向けに、PTFEの精密機械加工を専門としています。多軸CNC技術における当社の専門知識と厳格なプロセス管理を組み合わせることで、プロトタイプと大量生産の受注が妥協なく正確な仕様を満たすことを保証します。
当社が提供するもの:
- カスタム製造: 初期プロトタイプから大規模生産まで。
- 材料の専門知識: PTFEおよびその他の高性能ポリマーの機械加工に関する深い知識。
- 品質保証: 一貫した信頼性の高い結果のための業界標準の順守。
プロジェクトの要件についてご相談ください – 今すぐ当社のチームにお問い合わせいただき、コンサルテーションを受けてください。
ビジュアルガイド
関連製品
- テフロン容器およびコンポーネントのためのカスタムPTFE部品メーカー
- テフロン部品とPTFEピンセットのためのカスタムPTFE部品メーカー
- 習慣は実験室 ITO FTO の伝導性ガラスのクリーニングの花かごのための形成された PTFE のテフロン部品の製造業者を機械で造りました
- 高度な産業用途向けカスタマイズ可能なPTFEロッド
- PFAバルブ接続と一体型篩板を備えたPTFE耐腐蝕性フィルター



















