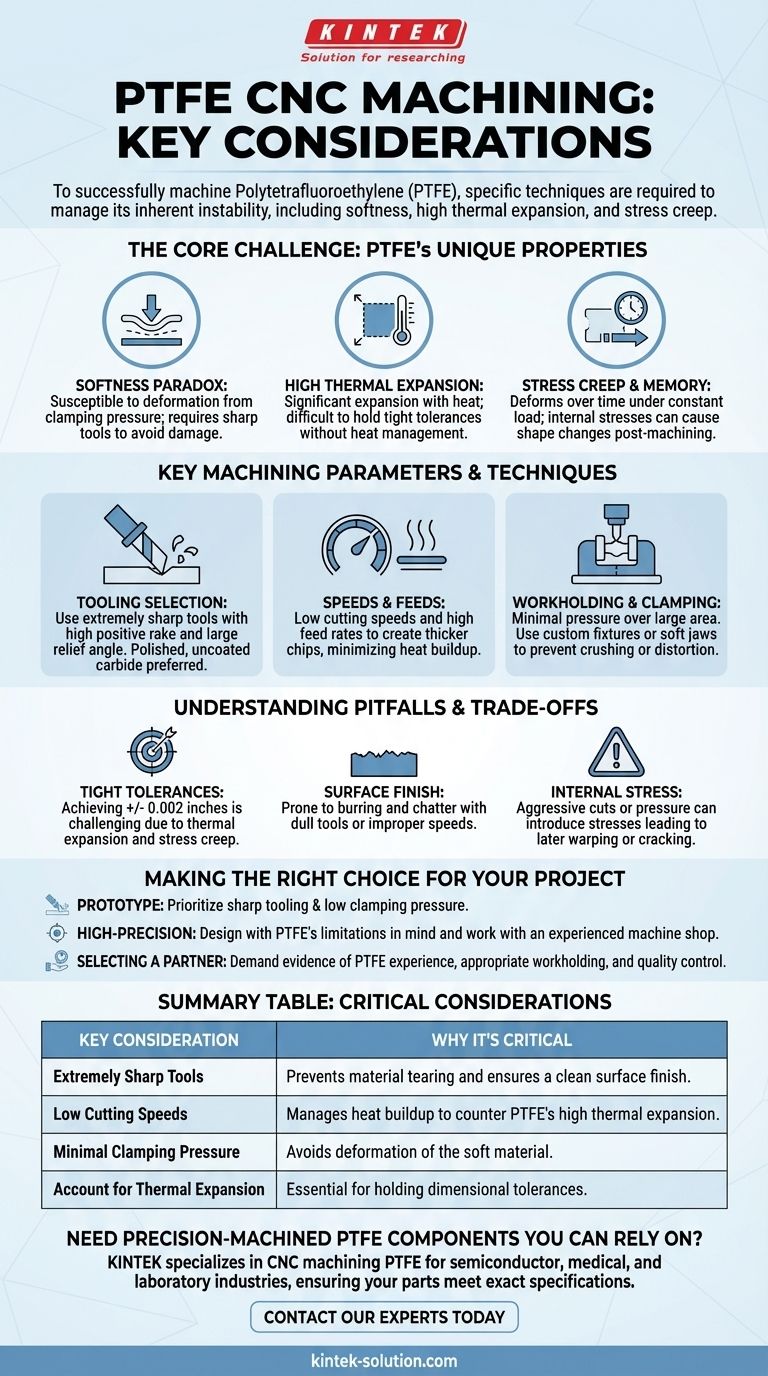
ポリテトラフルオロエチレン(PTFE)の加工を成功させるには、極めて鋭利な工具を使用し、熱の蓄積を防ぐために低い切削速度を管理し、変形を避けるために最小限のクランプ圧を使用し、そして材料の高い熱膨張率を注意深く考慮する必要があります。これらの考慮事項は単なる最良の慣行ではなく、このユニークな材料で何らかの寸法の精度を達成するための基本的な要件です。
PTFEのCNC加工における中心的な課題は、切削が容易であるというその柔らかさではなく、その固有の不安定性にあります。成功は、剛直な加工プロセスに無理やり押し込もうとするのではなく、圧力下での変形、熱による膨張、時間経過によるクリープの傾向に対応する技術に完全に依存します。

中心的な課題:PTFEの独自の特性
PTFEがなぜこれほど特殊な取り扱いを必要とするのかを理解することが、それを習得するための第一歩です。この材料の主な利点である低摩擦性、化学的不活性性は、精密加工を困難にする特性と直接関連しています。
柔らかさのパラドックス
PTFEはロックウェル硬度が低いため、切削は非常に容易です。しかし、この同じ柔らかさが、クランプ圧力による変形に対して非常に敏感であり、鈍いまたは欠けた切削工具によって容易に損傷を受け、結果として表面仕上げが悪くなることを意味します。
高い熱膨張率
PTFEは、ポリマーの中で最も高い熱膨張係数の一つを持っています。切削プロセスによるわずかな温度上昇でも材料が大幅に膨張する可能性があり、慎重な熱管理なしには厳しい公差を維持することがほぼ不可能になります。
応力クリープと記憶
この材料は応力クリープを起こしやすく、一定の負荷(クランプやプレスフィットなど)の下で時間とともにゆっくりと変形します。また、「記憶」も持っており、加工中に誘発された内部応力によって、数時間後、あるいは数日後に部品の形状が変化することがあります。
主要な加工パラメータと技術
これらの材料特性に対抗するためには、特定の運用パラメータセットが必要です。これらは、高品質の結果を達成するために譲れないものです。
工具の選定
最も重要な単一の要因は切削工具の鋭さです。工具は高いポジティブすくい角と大きな逃げ角を持つべきです。研磨された非コーティングの超硬工具は、摩擦と熱を低減するため、しばしば好まれます。
送り速度と回転速度
熱膨張を管理するために、一般的に低い切削速度と高い送り速度が推奨されます。このアプローチは、熱をワークピースから運び去るより厚い切りくずを生成し、部品自体の温度上昇を最小限に抑えます。
ワーク保持とクランプ
標準的な機械バイスはPTFEを容易に潰したり歪ませたりします。最小限のクランプ圧力を広い表面積に分散させて使用してください。応力や反りを導入することなく部品をしっかりと保持するためには、カスタム治具やソフトジョーが必要になることがよくあります。
落とし穴とトレードオフの理解
PTFEの加工には、特定の限界を受け入れることが伴います。材料の能力を超えて押し出すことが、失敗の一般的な原因となります。
厳しい公差の難しさ
プラスマイナス0.002インチより厳しい公差を達成することは極めて困難であり、熟練した機械工を必要とします。熱膨張と応力クリープの組み合わせにより、部品の最終寸法は切削直後の寸法と異なる可能性があります。
表面仕上げの課題
切削は容易ですが、PTFEはバリやチャタリングを起こしやすいです。仕上げが悪いことは、鈍い工具、過度の熱、または不適切な送り速度と回転速度の兆候であることがよくあります。重要な表面については、ショットピーニングやマイクロポリッシングなどの後処理技術が必要になる場合があります。
内部応力の危険性
過度な切削、過剰なクランプ圧力、または鈍い工具は、部品に内部応力を導入する可能性があります。この応力により、加工完了後、長期間経過してからコンポーネントが反ったり亀裂が入ったりし、早期の故障につながる可能性があります。
プロジェクトに最適な選択をする
あなたの方法は、コンポーネントの特定の要件によって決定されるべきです。
- 試作品または非重要部品が主な焦点である場合: 最も一般的な失敗を防ぐために、鋭利な工具と低いクランプ圧力の基本を優先してください。
- 高精度部品が主な焦点である場合: PTFEの限界を念頭に置いて部品を設計し、この特定の材料での検証済みの経験を持つ機械加工工場と協力する必要があります。
- 加工パートナーの選定が主な焦点である場合: PTFEでの経験の証拠を要求し、適切なワーク保持を使用していることを確認し、熱膨張を管理するための品質管理プロセスについて尋ねてください。
結局のところ、PTFE加工の成功は、材料の固有の性質に逆らうのではなく、それを尊重することにかかっています。
要約表:
| 主要な考慮事項 | 重要である理由 |
|---|---|
| 極めて鋭利な工具 | 材料の引き裂きを防ぎ、きれいな表面仕上げを保証します。 |
| 低い切削速度 | PTFEの高い熱膨張に対抗するために熱の蓄積を管理します。 |
| 最小限のクランプ圧力 | 柔らかい材料の変形を避けます。 |
| 熱膨張の考慮 | 寸法公差を維持するために不可欠です。 |
信頼できる精密機械加工されたPTFEコンポーネントが必要ですか?
KINTEKでは、半導体、医療、実験室産業向けにPTFEのCNC加工を専門としています。熱膨張や応力クリープなどの材料特性を管理する当社の専門知識により、試作品から大量生産まで、シール、ライナー、カスタムラボウェアが正確な仕様を満たすことを保証します。
プロジェクトについて相談し、見積もりを取得するために、今すぐ当社の専門家にご連絡ください。
ビジュアルガイド
関連製品
- 特注PTFE製実験装置 耐食性 低バックグラウンド反応セル 精密CNC加工
- トレース分析用 耐食性三角フッ素樹脂容器 カスタム機械加工PTFE円錐形サンプルセル
- ネジ式サンプル分離装置用、層数および孔径がカスタマイズ可能な高温PTFE反応ふるい
- カスタマイズ可能なPTFEスクレーパーとショベル
- 習慣は実験室 ITO FTO の伝導性ガラスのクリーニングの花かごのための形成された PTFE のテフロン部品の製造業者を機械で造りました



















