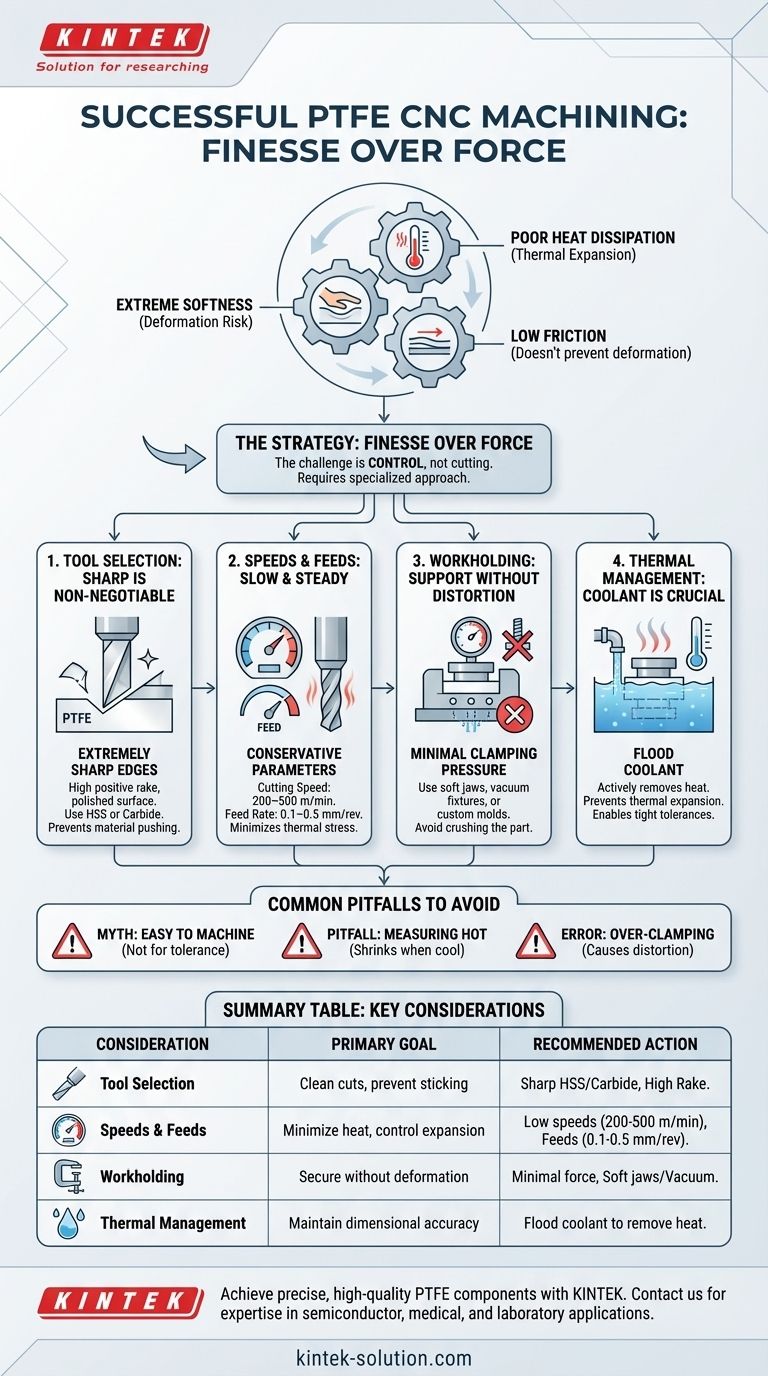
PTFEの加工を成功させるには、その特異な特性(極度の柔らかさ、低い放熱性、高い熱膨張率)を考慮した戦略を採用する必要があります。これには、極めて鋭利な工具の使用、変形を防ぐための最小限のクランプ力の適用、熱の蓄積を管理し寸法精度を維持するための低速の切削速度と送り速度の使用が求められます。
PTFE加工の中心的な課題は、材料を切削することではなく、それを制御することです。剛性のある金属とは異なり、PTFEは圧力下で容易に変形し、熱で膨張するため、厳しい公差と高品質の仕上がりを実現するためには「力よりも繊細さ」のアプローチが不可欠です。
なぜPTFEは特殊なアプローチを必要とするのか
ポリテトラフルオロエチレン(PTFE)は、テフロンという商品名でも知られ、その低摩擦性、化学的不活性、高温耐性で重宝されています。しかし、その用途での価値を高めている特性こそが、CNC加工においては課題となります。
柔らかさと低剛性の課題
PTFEは極めて柔らかい材料です。これは切削工具に対する抵抗がほとんどないことを意味しますが、同時に容易に圧縮、伸長、または変形することも意味します。
過度のクランプ圧力をかけたり、切れ味の悪い工具を使用したりすると、材料をきれいに切削するのではなく、押しやってしまい、寸法誤差や反りの原因となります。
熱蓄積のパラドックス
PTFEは最終用途では極端な温度に耐えられますが、熱伝導率は低いです。加工中の熱をうまく放散しません。
この閉じ込められた熱は材料を大幅に膨張させます。これは高い**熱膨張係数**として知られる特性です。この膨張は厳しい公差を台無しにする可能性があり、熱い状態で加工された部品は冷却されると収縮して規格外になります。
低摩擦の影響
PTFEの非常に低い摩擦係数は、完成品の摩耗を低減する重要な利点です。加工中、この特性は工具自体の摩擦を減らすのに役立ちます。
しかし、圧力下での変形や熱による膨張の傾向を補うものではなく、これらが依然として主な課題となります。

精密PTFE加工の柱
PTFE加工の成功戦略は、工具、機械パラメータ、ワーク保持の精密な制御に基づいて構築されます。
工具選定:鋭利さは譲れない
最も重要な要素は工具の鋭利さです。鋭い刃先は材料を押しやるのではなく、きれいに切り裂きます。材料が工具に付着するのを防ぐため、非常に高いポジティブレーキ角を持ち、研磨された滑らかな表面を持つ**ハイス(HSS)**または**超硬工具**を使用してください。
送り速度と切削速度:ゆっくりと着実に
熱の蓄積を防ぐためには、控えめな切削パラメータを使用する必要があります。高速は摩擦と熱を発生させ、熱膨張につながります。
最適な切削速度は**200~500 m/min**、送り速度は**0.1~0.5 mm/rev**を目指します。これらの低いパラメータは、ワークピースへの熱応力を最小限に抑えます。
ワーク保持:歪みのない固定
PTFEを適切に固定することが不可欠です。標準的な万力でのクランプはしばしば強すぎ、部品を変形させます。
**最小限のクランプ圧力**で広範囲のサポートを提供する治具を使用してください。特殊なソフトジョー、真空治具、またはカスタム成形治具は、部品を押しつぶすことなくしっかりと保持するのに非常に効果的です。
熱管理:クーラントの役割
液状クーラントを使用することは2つの目的を果たします。切削を潤滑すること、そしてより重要なこととして、ワークピースから熱を積極的に運び去ることです。
この熱管理は、寸法精度を損なう熱膨張を防ぐために不可欠であり、より厳しい公差を維持することを可能にします。
避けるべき一般的な落とし穴
理論を理解することは一つですが、一般的な間違いを避けることは別です。これらの落とし穴を認識することは、不良品や時間の浪費を防ぐ鍵となります。
「加工が容易」という神話
PTFEはしばしば高い被削性を持つと説明されます。これは単に切削が容易で、工具摩耗がほとんどないことを意味します。
それは、**厳しい公差を維持するのが容易である**という意味ではありません。課題は、加工プロセスに対する材料の物理的な応答を制御することにあります。
膨張を考慮せずに公差を追い求めること
よくある間違いは、切削プロセスでまだ温かい部品を測定することです。部品は周囲温度まで冷えると収縮するため、測定値は不正確になります。
重要な寸法を最終測定する前に、必ずワークピースの温度を基準値に戻すようにしてください。
過剰クランプ:変形の主な原因
自然な本能は、ワークピースをしっかりとクランプすることです。PTFEの場合、これは最初の切削が行われる前に部品を台無しにする最も速い方法です。
常に、部品を保持するために必要な絶対最小限のクランプ力から始め、必要に応じてのみ増やしてください。目標は、固定することであり、変形させることではありません。
目的に合った正しい選択をする
あなたの特定の目的によって、プロセスのどの側面を優先する必要があるかが決まります。
- 寸法精度が主な焦点の場合: 豊富なクーラントと控えめな速度を使用して熱膨張を防ぎ、熱管理を何よりも優先してください。
- 優れた表面仕上げが主な焦点の場合: 非常に鋭利で研磨された高レーキ角の工具を使用し、軽くて一貫した仕上げパスを取ることを重視してください。
- 複雑な部品や薄肉部品を加工する場合: 圧力下での変形に対して最も脆弱であるため、頑丈で歪みのないワーク保持に焦点を当ててください。
PTFEの特異な特性に逆らうのではなく、それを尊重することで、加工の課題を予測可能で成功裏の結果に変えることができます。
要約表:
| 重要な考慮事項 | 主な目的 | 推奨されるアクション |
|---|---|---|
| 工具選定 | きれいな切削、材料の付着防止 | 高ポジティブレーキ角を持つ極めて鋭利なHSS/超硬工具を使用する。 |
| 送り速度と切削速度 | 熱の蓄積を最小限に抑え、膨張を制御する | 低速(200-500 m/min)および低送り速度(0.1-0.5 mm/rev)を使用する。 |
| ワーク保持 | 変形なく部品を固定する | 最小限のクランプ力を適用する。ソフトジョーまたは真空治具を使用する。 |
| 熱管理 | 寸法精度を維持する | 液状クーラントを使用してワークピースから熱を積極的に除去する。 |
KINTEKで正確で高品質なPTFE部品を実現しましょう。
半導体、医療、または実験室用途向けのPTFE加工には、その特有の課題を克服するための専門知識が必要です。KINTEKは、カスタムプロトタイプから大量生産まで、PTFEの精密製造に優れています。材料特性に関する深い理解を活用し、お客様の最も厳しい公差を満たす部品を提供します。
私たちの専門知識をあなたのプロジェクトにお役立てください。KINTEKに今すぐお問い合わせいただき、プロジェクトの要件についてご相談の上、お見積もりを取得してください。
ビジュアルガイド
関連製品
- 特注PTFE製実験装置 耐食性 低バックグラウンド反応セル 精密CNC加工
- トレース分析用 耐食性三角フッ素樹脂容器 カスタム機械加工PTFE円錐形サンプルセル
- カスタマイズ可能なPTFEスクレーパーとショベル
- 習慣は実験室 ITO FTO の伝導性ガラスのクリーニングの花かごのための形成された PTFE のテフロン部品の製造業者を機械で造りました
- 微量分析・クリーンルーム実験用途向け 高純度PTFE製角型メンブレンカッター・フィルター分取装置



















