簡単に言えば、ポリテトラフルオロエチレン(PTFE)の機械加工は、その独自の特性を慎重に管理する必要がある専門的なプロセスです。金属とは異なり、PTFEは柔らかく、熱で大きく膨張し、圧力で変形する可能性があるため、特定の工具、クーラント、および制御された速度、送り速度、浅い切削などの操作パラメータが必要となり、精度を達成します。
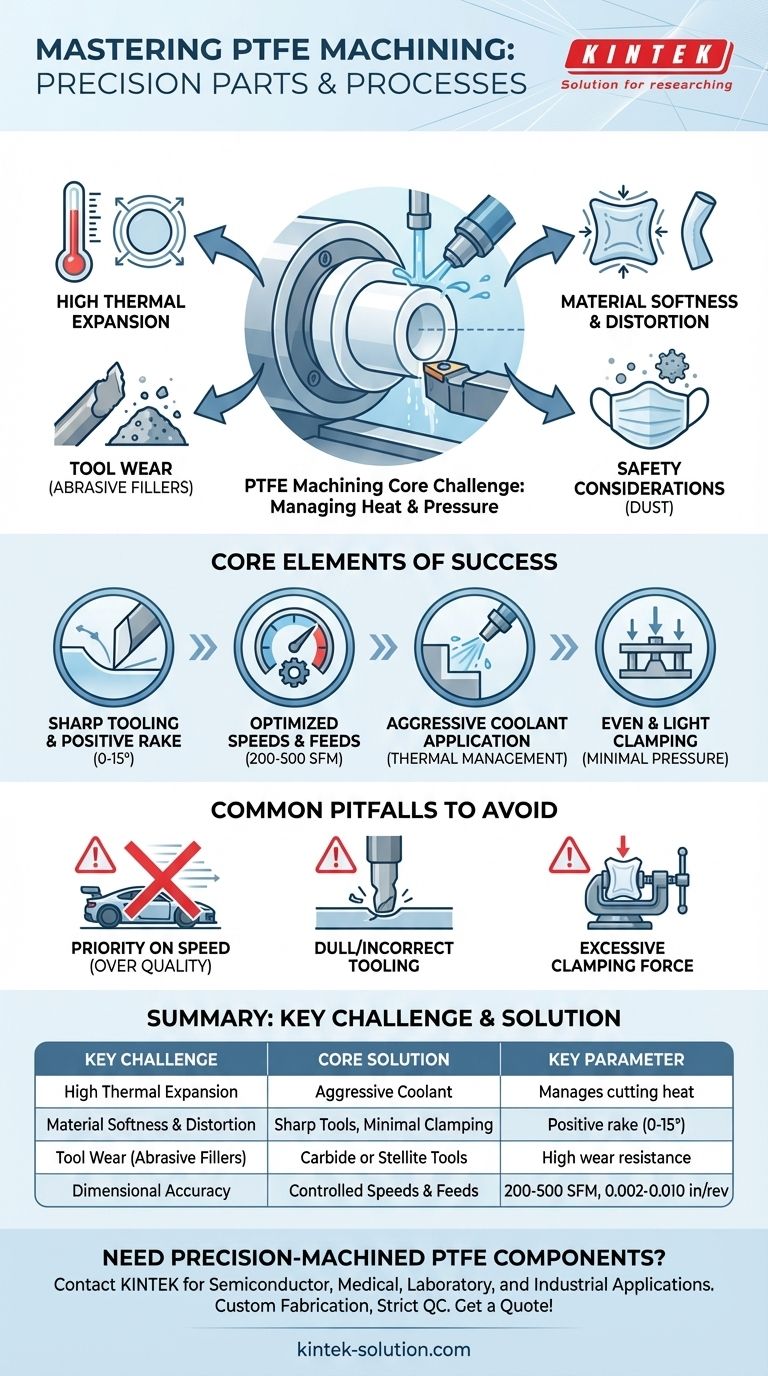
PTFEの機械加工における中心的な課題は、材料を切削することではなく、熱と圧力に対するその反応を制御することです。成功は、鋭利な工具、積極的な冷却、最小限のクランプ力によって熱膨張と物理的変形を最小限に抑えることにかかっています。
PTFEの独自の機械加工課題を理解する
PTFEを効果的に機械加工するには、まず他の材料と異なる挙動をする理由を理解する必要があります。その核となる特性は、プロセスのあらゆる側面に影響を与える明確な課題を提示します。
高い熱膨張
PTFEは非常に高い熱膨張係数を持っています。切削工具からの摩擦は熱を発生させ、それが材料を即座に膨張させます。これにより、寸法精度が容易に狂い、冷却後に規格外の部品になる可能性があります。
材料の柔らかさと歪み
PTFEは剛性の低い軟質材料です。治具での過度のクランプ圧や鈍い切削工具の力によって、容易に圧縮または変形する可能性があります。このため、ワークピースを歪みなく固定することが主要な懸念事項となります。
工具の摩耗
純粋なPTFEは比較的切削しやすいですが、多くのグレードは機械的特性を高めるためにガラス、炭素、青銅などの充填材が加えられています。これらの充填材は非常に研磨性があり、切削工具を急速に摩耗させ、表面仕上げの悪化や寸法精度の低下につながります。
安全上の考慮事項
機械加工プロセスでは微細なPTFE粉塵が発生します。これらの微粒子は吸入すると健康被害を引き起こす可能性があるため、粉塵を抑制するためのクーラントシステムを使用するか、作業者がマスクを着用することが重要です。

PTFEの機械加工を成功させるための核となる要素
成功する結果は、PTFEの困難な特性に直接対抗する体系的なアプローチにかかっています。
工具の選択が最も重要
適切な工具がほとんどの作業を行います。ステライトチップまたは超硬工具は、特に充填PTFEグレードの場合、その硬度と耐摩耗性から理想的です。
重要なのは、工具が非常に鋭利で、ポジティブなすくい角(通常0〜15度)を持っていることです。ポジティブなすくい角を持つ鋭利な刃先は、材料をきれいに切断し、切削抵抗を低減し、熱発生と材料変形を最小限に抑えます。
速度と送り速度の最適化
速度と送り速度の精密な制御は、熱管理に不可欠です。推奨されるパラメータは様々ですが、一般的に切削速度は200〜500表面フィート/分(SFM)、送り速度は0.002〜0.010インチ/回転の範囲です。
目標は、部品に熱が蓄積することなく、材料を効率的に除去するバランスを見つけることです。遅い速度と制御された送り速度は、仕上げと精度において最良の結果をもたらすことがよくあります。
クーラントの重要な役割
十分なクーラントの供給は不可欠です。その主な目的は潤滑ではなく、熱管理です。クーラントはワークピースと切削工具から積極的に熱を奪い、寸法安定性を損なう熱膨張を防ぎます。また、切りくずを洗い流し、危険な粉塵を抑制するのにも役立ちます。
治具の設計とクランプ
ワークピースの保持方法は、切削方法と同じくらい重要です。治具は、クランプ圧力を均等かつ軽く分散するように設計する必要があります。クランプを締めすぎると、柔らかいPTFEがすぐに圧縮され、解放されるとすぐに歪んだ部品になります。
避けるべき一般的な落とし穴
PTFEの機械加工における間違いは、ほとんどの場合、材料の核となる特性を尊重しないことに起因します。
品質よりも速度を優先する
アルミニウムに使用されるのと同じ積極的なパラメータでPTFEを機械加工しようとすることは、よくある間違いです。このアプローチは過剰な熱を発生させ、切削中に部品が膨張し、冷却後にサイズ不足になります。
鈍い工具や不適切な工具の使用
鈍い工具やポジティブなすくい角のない工具は、材料を切断するのではなく、押し潰したり押したりします。これにより、表面仕上げが悪くなり、部品にストレスがかかり、熱の蓄積が増加します。定期的な工具の検査と再研磨が不可欠です。
過度のクランプ力の適用
金属をしっかりとクランプすることに慣れている技術者は、PTFEの治具を締めすぎるという間違いを犯しがちです。これは、材料が解放されると「跳ね返る」ため、変形したり公差外の部品になる主な原因です。
目標に応じた適切な選択
最終的なアプローチは、コンポーネントにとって最も重要な要件によって決定されるべきです。
- 寸法精度が最優先の場合:何よりも積極的な冷却と最小限で均等に分散されたクランプ圧力を優先してください。
- 高品質な表面仕上げが最優先の場合:非常に鋭利で研磨された、ポジティブなすくい角を持つ工具を使用し、より遅く、より制御された送り速度を選択してください。
- 生産速度と品質のバランスが最優先の場合:プレミアム超硬工具に投資し、熱的不安定性を引き起こさない最大の速度を見つけ、部品の寸法を綿密に監視してください。
PTFEの機械加工を習得することは、材料固有の感性を尊重し、生の切削速度よりも熱的および物理的安定性を優先することを意味します。
要約表:
| 主な課題 | 主要な解決策 | 主要なパラメータ |
|---|---|---|
| 高い熱膨張 | 積極的なクーラント適用 | 切削熱を管理 |
| 材料の柔らかさと歪み | 鋭利な工具、最小限のクランプ | ポジティブすくい角(0-15°) |
| 工具の摩耗(研磨性充填材) | 超硬またはステライト工具 | 高い耐摩耗性 |
| 寸法精度 | 制御された速度と送り速度 | 200-500 SFM、0.002-0.010 in/rev |
正確な仕様を満たす精密機械加工PTFE部品が必要ですか?
KINTEKでは、半導体、医療、実験室、産業分野向けのPTFEおよびその他の高性能ポリマーの機械加工を専門としています。熱膨張や柔らかさといった材料特性を管理する当社の専門知識により、お客様のシール、ライナー、実験器具が卓越した寸法精度と表面仕上げで製造されることを保証します。
プロトタイプから大量生産まで、鋭利な工具、最適化されたパラメータ、厳格な品質管理を活用したカスタム製造を提供しています。
今すぐKINTEKにお問い合わせいただき、PTFE機械加工プロジェクトについてご相談ください。お見積もりも承ります。
ビジュアルガイド
関連製品
- 食品・化粧品加工用 高純度PTFE分散ディスク 非粘着・耐食性 大型攪拌パドル カスタマイズ可能 フッ素樹脂インペラー
- テフロン部品とPTFEピンセットのためのカスタムPTFE部品メーカー
- 腐食性流体処理用PFAバルブ接続および統合ふるい板付き高純度PTFEフィルター
- 特注PTFE製実験装置 耐食性 低バックグラウンド反応セル 精密CNC加工
- カスタムPTFEウェハーハンドリングラック 耐食性 高温半導体ポリシリコン加工スタンド



















