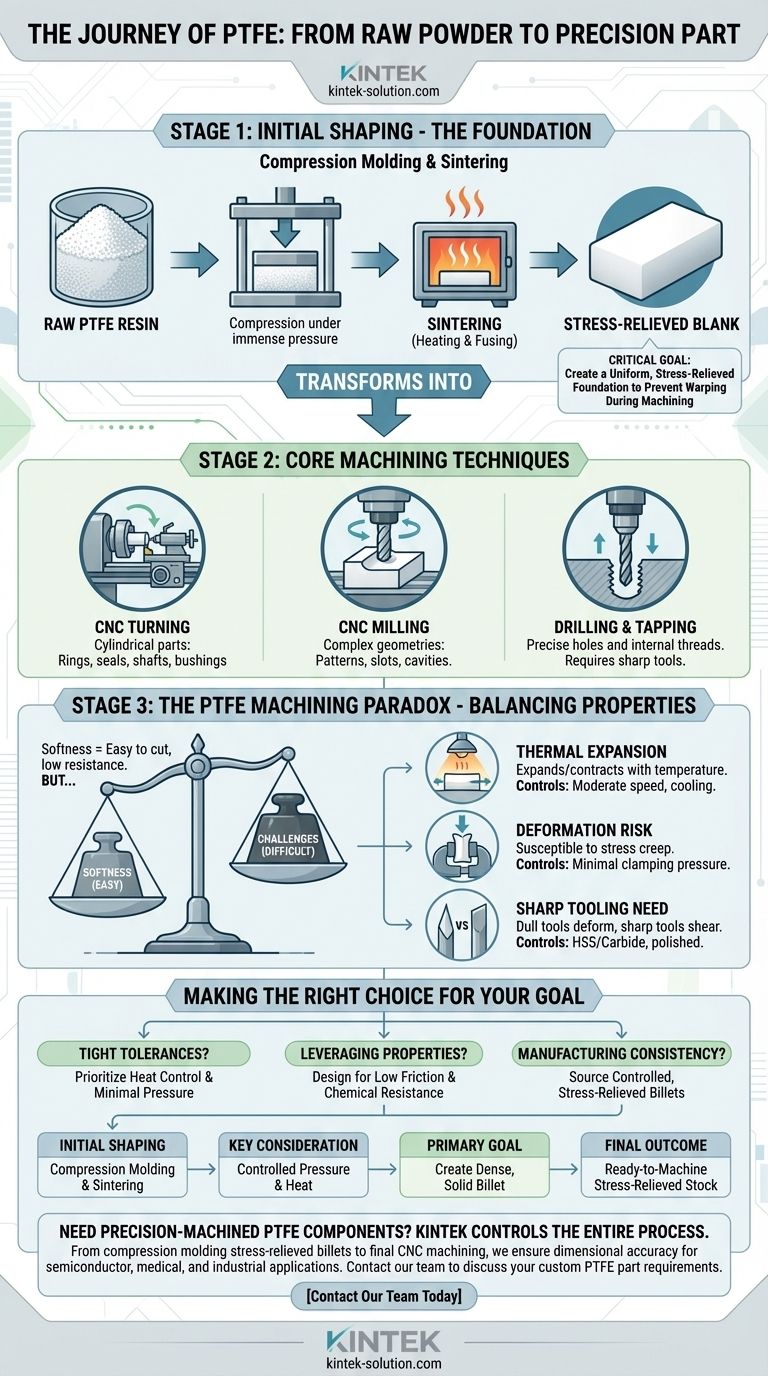
PTFEを最終部品に機械加工する前に、まず粉末樹脂から固体で加工可能な形状に固化させる必要があります。この初期成形プロセスは圧縮成形として知られており、ここでは未加工のPTFE樹脂を金型に入れ、巨大な圧力と熱を加えて、その後の機械加工に適した高密度ブロック、シート、またはビレットに成形します。
PTFEの主な課題は切削そのものではなく、材料の特有の特性を管理することです。柔らかいために機械加工は容易ですが、高い熱膨張率と圧力下での変形しやすい性質のため、寸法の精度を確保するためには、初期成形から最終切削に至るまで専門的なアプローチが求められます。
基礎:未加工樹脂からソリッドストックへ
粒状の粉末から精密部品への道のりは、安定した高品質のブランクを作成することから始まります。初期の成形プロセスは単に形状を作るだけでなく、予測可能な材料の基盤を作り出すことです。
圧縮成形が標準である理由
PTFE樹脂は一般的な熱可塑性プラスチックのように溶けて流れることはありません。代わりに、圧力下で圧縮され、その後焼結と呼ばれるプロセスで加熱され、粒子が融合して固体で均一な塊になります。
このプロセスにより、バラバラの粉末は高密度の固体ビレット、または「予備成形品」に変換されます。これが、機械工がCNCマシンにセットする必須の材料となります。
目標:応力緩和された機械加工ブランク
適切な圧縮成形と焼結の重要な結果は、応力緩和されたブランクです。不適切に処理されたブランクには内部応力が含まれている可能性があり、機械加工が始まると材料が反ったり予期せず形状が変化したりして、最終部品の精度が損なわれる可能性があります。

PTFEの主要な機械加工技術
高品質のストック材料が確保されたら、適切な技術が採用されていれば、標準的な装置を使用して形状を加工できます。PTFEの特性により、いくつかの一般的な機械加工方法との互換性があります。
CNC旋削加工
リング、シール、シャフト、ブッシングなどの円筒部品を作成するために、CNC旋削加工が主要な方法です。ワークピースを回転させながら、切削工具をその軸に沿って移動させて形状を整えます。
CNCフライス加工
複雑なパターン、溝、空洞などのより複雑な形状が必要な設計の場合、CNCフライス加工が使用されます。このプロセスでは、回転する切削工具が固定されたワークピースから材料を除去します。
穴あけとねじ切り
正確な穴や内部ネジを作成することは一般的な要件です。これは標準的な穴あけおよびねじ切り操作で達成されますが、材料の変形を避けるためには工具の鋭さが最も重要です。
トレードオフの理解:PTFE機械加工のパラドックス
PTFEはパラドックス的に機械加工が容易であり、かつ困難でもあります。その柔らかさから工具はほとんど抵抗なく切削できますが、その他の特性が、積極的に管理しなければならない大きな課題を生み出します。
熱膨張の課題
PTFEは非常に高い熱膨張率を持っています。これは、温度変化によって大きく膨張・収縮することを意味します。切削中に発生する熱は、穏やかな切削速度と適切な冷却で制御されない場合、容易に部品の公差を外れる原因となります。
変形の危険性
その柔らかさとクリープ(応力緩和)の傾向があるため、PTFEは容易に圧縮または変形します。万力やチャックで過度のクランプ圧力をかけると材料が押しつぶされ、圧力が解放されたときに不正確な部品につながります。
鋭利な工具の決定的な必要性
極めて鋭利で研磨された切削工具(できればハイス鋼(HSS)または超硬合金)を使用することは譲れません。鈍い工具は材料をきれいにせん断せず、代わりに材料を押しつぶして変形させ、過剰な熱を発生させ、結果として表面仕上げが悪くなります。
目的に合った正しい選択をする
PTFEの機械加工を成功させるには、その特性に逆らうのではなく、それらと共に設計する必要があります。最初からその長所と短所を認識することが、成功の鍵となります。
- もしあなたの主な焦点が厳密な公差の達成である場合: 穏やかな切削速度と鋭利な工具による熱制御を優先し、変形を防ぐために最小限で慎重に適用されたクランプ圧力を利用する必要があります。
- もしあなたの主な焦点がPTFEの特性を活かすことである場合: 低摩擦性と耐薬品性の利点を活かすように設計し、剛性のある寸法安定性を要求するのではなく、その自然な弾力性が作業寸法に適合するようにします。
- もしあなたの主な焦点が製造の一貫性である場合: 応力緩和された材料を提供するために、制御された圧縮成形および焼結プロセスを使用する信頼できるサプライヤーから原材料のビレットを調達していることを確認してください。
成形から機械加工までのこの全工程を理解することが、PTFEのユニークな特性を信頼性の高い高性能コンポーネントへと変える鍵となります。
要約表:
| プロセス段階 | 主要なアクション | 主な目標 |
|---|---|---|
| 初期成形 | 圧縮成形と焼結 | PTFE粉末から高密度で固体のビレットを作成する |
| 重要な考慮事項 | 制御された圧力と熱 | 応力緩和された均一なブランクを達成する |
| 最終結果 | 機械加工準備完了のストック | CNC操作のための予測可能な基盤を提供する |
信頼できる精密機械加工PTFE部品が必要ですか?
KINTEKでは、圧縮成形による応力緩和ビレットの製造から最終的なCNC機械加工に至るまで、全工程を管理し、寸法の精度と部品の性能を保証します。半導体、医療、産業分野向けのPTFEシール、ライナー、ラボウェアの製造における当社の専門知識は、お客様のプロジェクトが材料知識と製造の一貫性の恩恵を受けることを意味します。
プロトタイプから大量生産まで、カスタムPTFE部品の要件について当社のチームに今すぐお問い合わせください。
ビジュアルガイド
関連製品
- 耐食性PTFE小型反応瓶 一体成形テフロン試料保存タンク
- 高度な用途向けのカスタムPTFEスリーブおよびホローロッド
- トレース分析用 耐食性三角フッ素樹脂容器 カスタム機械加工PTFE円錐形サンプルセル
- 変換ストッパー互換性を備えたカスタムポリテトラフルオロエチレン(PTFE)定圧滴下漏斗、耐食性流体制御アセンブリ
- 高度な産業用途向けカスタマイズ可能なPTFEロッド



















