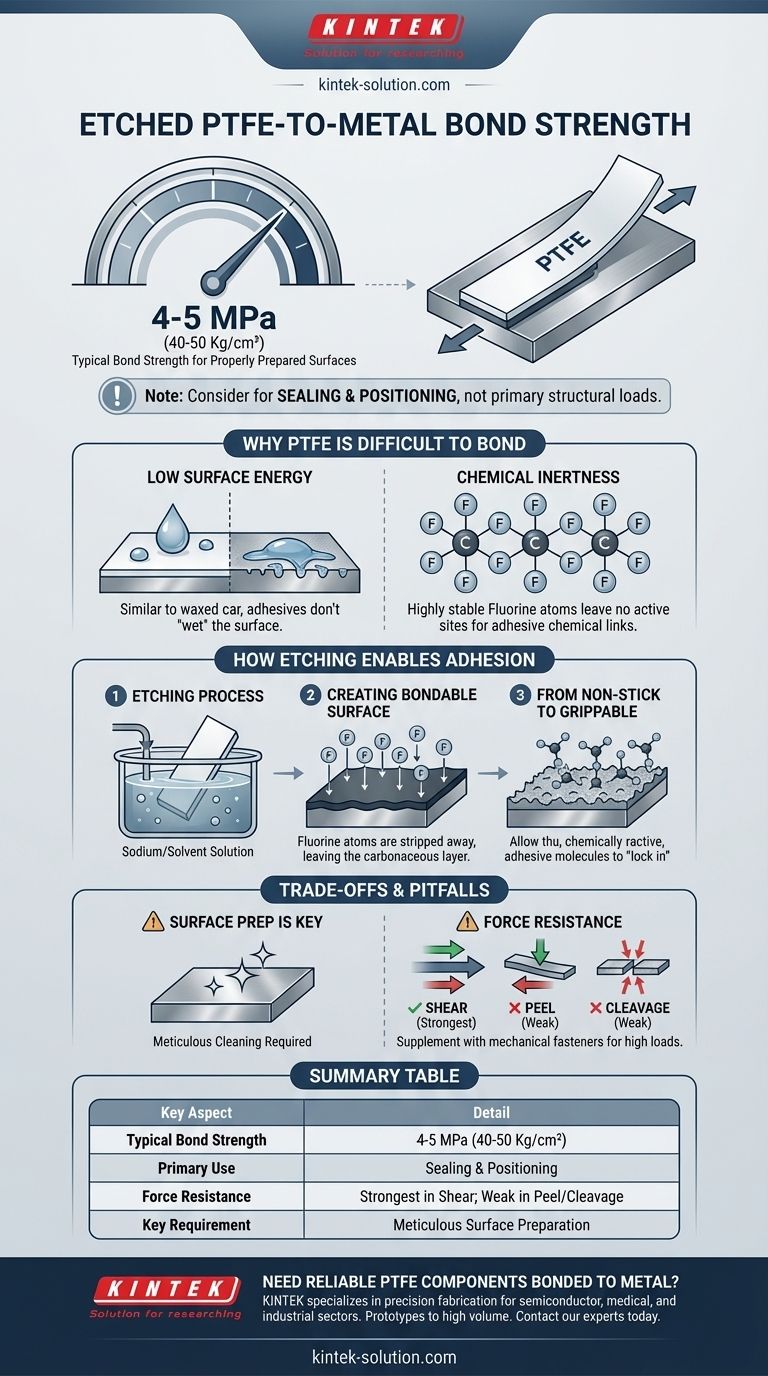
適切に処理された表面の場合、エッチング処理されたポリテトラフルオロエチレン(PTFE)と金属の典型的な接着強度は4~5メガパスカル(MPa)であり、これは40~50 Kg/cm²に相当します。この化学処理により接着が可能になりますが、得られる強度は控えめであり、特に大きな機械的応力がかかる用途では慎重なエンジニアリング上の配慮が必要です。
エッチングはPTFEを非粘着性の材料から接着可能な材料へと変化させますが、得られる接着結合は、高負荷用途の主要な構造部品としてではなく、位置決めまたはシーリング機構として見なされるべきです。
PTFEが本質的に接着しにくい理由
PTFEがなぜ密着性に抵抗するのかを理解することは、エッチングの役割と最終的な接着の限界を理解するために不可欠です。その有名な非粘着性の性質には、2つの主要な特性が関係しています。
表面エネルギーの役割
PTFEは、あらゆる固体の中で最も低い表面エネルギーの1つを持っています。ワックスをかけたばかりの車の上に水が玉になる様子を想像してください。水は表面を「濡らし」ません。接着剤も未処理のPTFE上では同様に振る舞い、強力な接着に必要な密着性を得るために広げることができません。
化学的不活性
PTFEの分子構造は、炭素骨格が非常に安定したフッ素原子で完全に覆われています。これにより、この材料は極めて非反応性で耐薬品性に優れていますが、接着剤が化学結合を形成するための「活性点」がないことも意味します。

エッチングが接着を可能にする方法
エッチングは、PTFEの自然な接着抵抗性を克服するために、その表面を根本的に変化させることを目的とした化学プロセスです。
エッチングプロセスの説明
最も一般的な方法は、PTFEをナフタレンなどの溶媒中のナトリウム溶液にさらすことです。この強力な化学試薬は、PTFEポリマー鎖の表面からフッ素原子を物理的に剥離します。
接着可能な表面の作成
この脱フッ素化プロセスにより、炭素質で濃い茶色の層が残ります。この新しい表面は化学的に反応性があり、表面エネルギーがはるかに高くなるため、接着剤を受け入れやすくなります。
非粘着性から掴みやすさへ
エッチングを、塗装前に完全に滑らかで光沢のある表面を化学的に「研磨」するようなものだと考えてください。これにより、微細なテクスチャと化学的に活性な基盤が作成され、接着剤(「塗料」)がしっかりと固定されるようになります。
トレードオフと落とし穴の理解
4~5 MPaのベンチマークを達成することは自動的ではありません。このプロセスは敏感であり、得られる接着結合には、設計において尊重しなければならない特定の制限があります。
適切な準備は交渉の余地がない
引用された接着強度は、理想的な条件を前提としています。エッチングされたPTFEと金属基材の両方は、接着剤を塗布する前に、油分、ほこり、湿気などの汚染物質がないように細心の注意を払って清掃する必要があります。
接着結合はせん断で最も強い
PTFE上の接着結合は、力がせん断方向(接着線に平行)にある場合に最もよく機能します。引き剥がしまたはせん断破壊の力に対しては著しく弱く、これらの力は接着の先端に応力を集中させ、それが剥がれる原因となる可能性があります。
接着のみへの過度の依存
参照資料が示唆するように、この接着強度は高負荷用途には不十分な場合が多いです。接着結合をクランプ、ボルト、またはインターロック式の物理的設計などの機械的サポートで補強することは、一般的かつ賢明なエンジニアリング慣行です。
目標に応じた適切な選択
PTFEと金属の接着結合をどのように実装するかについて、用途における機械的応力の性質を主要な指針として使用してください。
- シーリングまたは静的ポジショニングが主な焦点である場合: 適切にエッチングおよび準備されたPTFEへの接着剤のみの結合は、しばしば実行可能で効果的な解決策となります。
- 用途に大きな振動、せん断力、または引き剥がし力が関与する場合: 長期的な信頼性を確保するために、接着結合を機械的ファスナーで補強する必要があります。
- 真の構造的結合が必要な場合: PTFEはおそらくその用途には不適切な材料であり、PEEKやその他の高性能ポリマーなどの代替品を検討する必要があります。
接着剤を構造的代替品としてではなく、機械的設計の補完として扱うことにより、PTFEの固有の接着の限界に陥ることなく、その独自の特性を効果的に活用できます。
要約表:
| 主要な側面 | 詳細 |
|---|---|
| 典型的な接着強度 | 4~5 MPa (40~50 Kg/cm²) |
| 主な用途 | シーリングと位置決め(高負荷構造ではない) |
| 耐力 | せん断で最も強い。引き剥がし/せん断破壊には弱い |
| 主要な要件 | 細心の表面処理が極めて重要 |
金属に接着された信頼性の高いPTFE部品が必要ですか? KINTEKは、半導体、医療、産業分野向けに、PTFEシール、ライナー、ラボウェアの精密加工を専門としています。当社の専門知識により、プロトタイプであれ大量注文であれ、お客様のコンポーネントが最適な性能を発揮するように設計・製造されます。当社の専門家に今すぐ連絡して、プロジェクトの要件についてご相談ください。
ビジュアルガイド
関連製品
- 高純度PTFE製ウェット洗浄フラワーバスケット シングルウェハエッチングラック カスタマイズ可能 4インチマスクプレートキャリア
- 高度な産業用途向けカスタム黒鉛充填PTFEロッド
- トレース分析用 耐食性三角フッ素樹脂容器 カスタム機械加工PTFE円錐形サンプルセル
- 工業用および研究室用カスタムPTFEスクエアトレイ
- カスタマイズ可能 PTFE 断熱プレート 耐高温腐食 実験室用 多段積層サポートスタンド
よくある質問
- フラットパネルディスプレイの製造において、PTFEフラワーバスケットはどのように活用されていますか?FPDウェット処理における純度確保の観点から解説してください。
- PTFEフラワーバスケットの機械設計は、どのようにして異なる基板サイズに対応しているのでしょうか? 多用途ウェーハハンドリング
- 熱サイクル下でのPTFEフラワーバスケットの長期的な機械的完全性に寄与する要因は何ですか? 専門家ガイド。
- PTFEフラワーバスケットは、基板の効果的なすすぎと乾燥にどのように貢献しますか?Boost Lab プロセス効率
- PTFE製実験器具洗浄バスケットの連続使用温度範囲は何度ですか? 耐久性のあるラボソリューションを解説



















