テフロン(PTFE)を効果的に加工するには、主に切削速度、送り速度、切り込み深さを調整する必要があります。これらの調整の主な目的は、テフロンの特有の性質が熱膨張と変形に対して非常に敏感であるため、熱の発生と物理的な圧力を最小限に抑えることです。
テフロン加工の核心的な課題は材料の硬度ではなく、材料の安定性です。成功は、鋭利な工具、一貫した冷却、軽い切削力を採用して、熱の蓄積と部品の変形を避けることによって、その柔らかさ、高い熱膨張、低い摩擦を管理することに完全に依存します。
核心的な課題:熱と柔らかさの管理
パラメータを調整する前に、テフロンをユニークにしている特性を理解する必要があります。その課題は強さとは関係なく、通常の加工力下での固有の不安定性に関連しています。
高い熱膨張率
テフロンは非常に高い熱膨張係数を持っています。切削時の摩擦によって発生するわずかな熱でさえ、材料が大幅に膨張し、厳しい公差を維持することが不可能になります。
材料の柔らかさとクリープ
PTFEは極めて柔らかい材料です。この柔らかさは、クランプ圧力や鈍い切削工具の力によって容易に変形することを意味します。また、圧力をかけられた状態で時間が経過すると材料がゆっくりと変形する**応力クリープ**の影響も受けやすく、寸法精度をさらに複雑にします。
低摩擦とワーク保持
非常に低い摩擦係数は、テフロンを滑りやすく、バイスやチャックでしっかりと保持することを困難にします。自然な衝動はよりきつくクランプすることですが、これは材料の柔らかさによる部品の変形に直結します。
有毒ガスの発生リスク
安全性は重要なパラメータです。テフロンが250°C(482°F)を超えて加熱されると分解が始まり、有毒ガスを放出する可能性があります。適切な冷却と換気は部品の品質のためだけでなく、不可欠な安全対策です。

機械加工パラメータの最適化
あなたの主な調整はすべて、ワークピースにかかる熱と物理的な力を減らすという目標に役立つはずです。これは、金属加工と比較すると直感に反するように感じられることがよくあります。
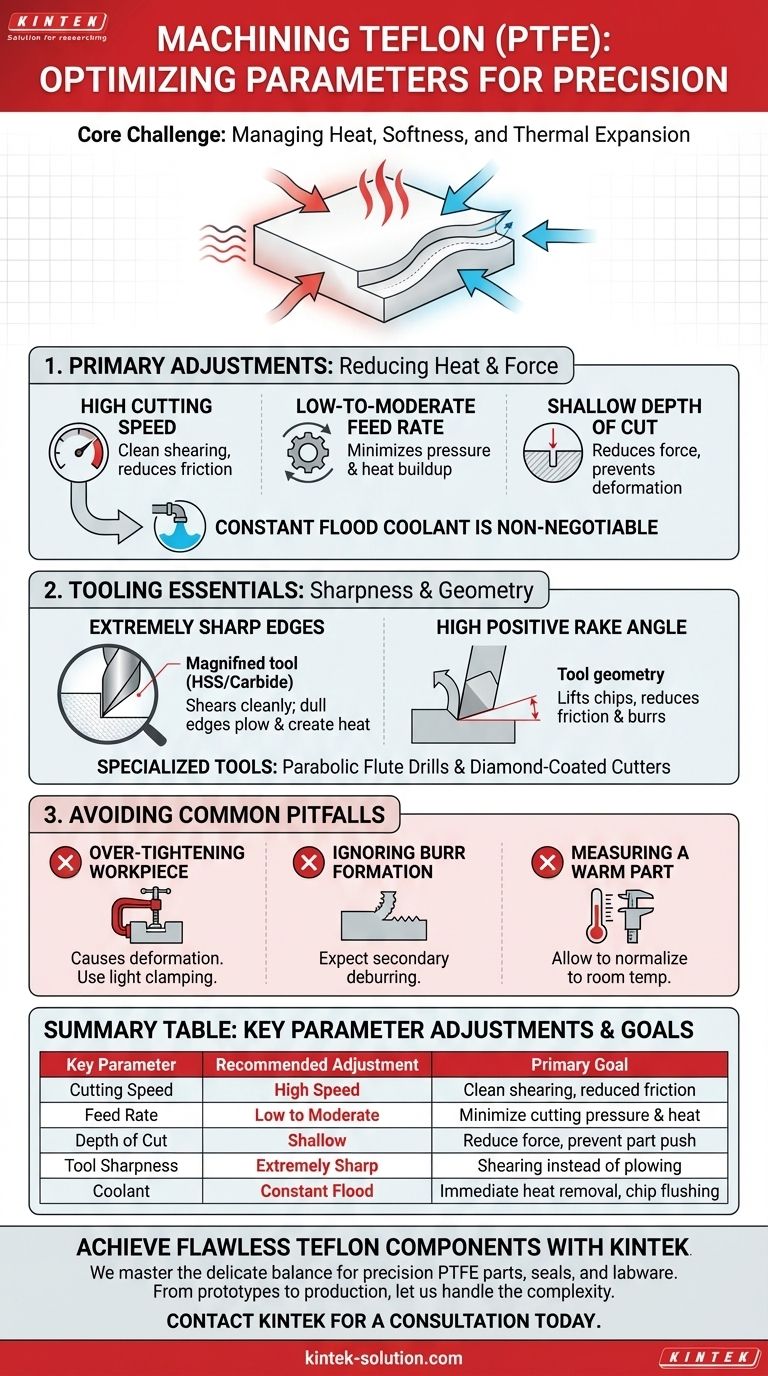
切削速度と送りの調整
一般的な規則は、**低〜中程度の送り速度と組み合わせて高い切削速度を使用する**ことです。高い表面速度は鋭利な工具が材料をきれいにせん断するのを可能にし、低い送り速度は切削圧力を減らし、摩擦と熱の蓄積を最小限に抑えます。
切り込み深さの制御
常に**浅い切り込み深さ**を使用してください。軽いパスを取ることで切削力を減らし、工具が材料を「押す」のではなく切削するのを防ぎ、パスごとの熱発生を大幅に低減します。
クーラントの重要な役割
一定のクーラントの供給は譲れません。クーラントは2つの主要な機能を果たします。切削刃で発生した熱を即座に除去すること、そして工具やワークピースに巻き付きやすい柔らかく糸状の切りくずを洗い流すのを助けることです。
適切な工具の選択は重要なパラメータです
工具の種類と状態は、設定する速度と送りと同じくらい重要です。
極度に鋭い刃の必要性
切削工具は**可能な限り鋭利である**必要があります。ハイス鋼(HSS)または超硬工具の両方が効果的ですが、刃先の鋭さが最も重要な要素です。鋭い刃先は材料をきれいにせん断しますが、鈍い刃先は材料を押しつぶすように切り進み、莫大な摩擦を発生させ部品を変形させます。
ポジティブなすくい角の使用
**高いポジティブなすくい角**と十分な逃げ角を持つ工具が理想的です。このジオメトリは切りくずをワークピースから持ち上げて離すのを助け、摩擦、熱、および仕上げ端にバリが形成される可能性を低減します。
特殊工具の検討
穴あけなどの作業では、標準的なドリルは効果がないことがよくあります。**パラボリックフルートドリル**の方が切りくずの排出に優れています。最高の表面仕上げと工具寿命のためには、特殊なダイヤモンドコーティングされたカッターが優れた性能を発揮します。
トレードオフと落とし穴の理解
テフロン加工を成功させるには、それを金属や硬いプラスチックとして扱うことから生じる一般的な間違いを避ける必要があります。
落とし穴:ワークピースの締めすぎ
最も一般的な間違いは部品を締めすぎることです。これにより部品が潰れ、寸法精度が損なわれます。力を広い領域に分散させる治具、または変形なく材料をしっかりと保持するためのソフトジョーセットアップを使用してください。
落とし穴:バリの発生を無視すること
その柔らかさのため、テフロンはバリが発生しやすいです。二次的なバリ取り作業が必要になると予想してください。極めて鋭利で高いすくい角を持つ工具を使用することが、これを最小限に抑える最良の方法ですが、完全に排除することはめったにありません。
落とし穴:温かい部品の測定
加工熱でまだ温かい部品を絶対に最終測定しないでください。高い熱膨張率のため、重要な測定を行う前、または最終的な仕上げパスを行う前に、部品を冷却して室温に正常化させる必要があります。
目標に応じた適切な調整
特定の調整は、完成部品の主な目的に導かれるべきです。
- 寸法精度が主な焦点の場合: 積極的な冷却を優先し、最終的な切削や測定を行う前に部品が周囲温度に完全に正常化するのを待ちます。
- 高品質の表面仕上げが主な焦点の場合: 極めて鋭利で高いポジティブすくい角を持つ工具を低い送り速度で使用し、材料を押すのではなくきれいにせん断する作用を確実にします。
- 安全性が主な焦点の場合: 常に温度が250°Cの分解点をはるかに下回るように、優れた換気と一定のクーラントの流れを確保します。
テフロンの固有の特性を尊重し、熱と圧力の低減を優先することで、正確で再現性のある結果を得ることができます。
要約表:
| 主要パラメータ | 推奨される調整 | 主な目的 |
|---|---|---|
| 切削速度 | 高速 | きれいなせん断、摩擦の低減 |
| 送り速度 | 低〜中程度 | 切削圧力と熱の最小化 |
| 切り込み深さ | 浅い | 力の低減と部品の押しの防止 |
| 工具の鋭さ | 極度に鋭利 | 材料を押しつぶすのではなくせん断する |
| クーラント | 一定の供給 | 即座の熱除去と切りくずの排出 |
KINTEKで完璧なテフロン部品を実現
テフロン(PTFE)を正確な仕様で機械加工するには、専門知識と特殊な工具が必要です。KINTEKは、半導体、医療、実験室業界向けに、シール、ライナー、カスタムラボウェアを含む高精度PTFE部品を製造しています。私たちは、変形がなく、優れた表面仕上げと厳しい公差を持つ部品を提供するために、パラメータのデリケートなバランスをマスターしています。
複雑なことは私たちに任せてください。プロトタイプから大量生産まで、当社のカスタム加工サービスにより、お客様のPTFE部品がお客様の正確な要件を満たすことを保証します。
次回のプロジェクトに関するご相談とお見積もりについては、今すぐKINTEKにお問い合わせください。
ビジュアルガイド
関連製品
- トレース分析用 耐食性三角フッ素樹脂容器 カスタム機械加工PTFE円錐形サンプルセル
- ネジ式サンプル分離装置用、層数および孔径がカスタマイズ可能な高温PTFE反応ふるい
- PFAフラスコ用カスタムPTFE定圧分液漏斗、耐食性・低バックグラウンド実験器具
- 特注PTFE製実験装置 耐食性 低バックグラウンド反応セル 精密CNC加工
- 化学処理・実験室攪拌向け 特注PTFE分散ディスク&攪拌ロッド



















