テフロン(PTFE)部品の機械加工は、従来のCNCプロセス、最も一般的には旋削、フライス加工、穴あけ加工の範囲を使用して行われます。これらの方法は、テフロンの柔らかさや高い熱膨張率といった独自の特性に対応するように適合され、シール、ガスケット、絶縁体などの精密部品を製造します。
標準的な機器が使用されますが、テフロンの機械加工を成功させるには、プロセスよりも技術が重要です。主な課題は、材料の柔らかさと熱に対する極端な感度を管理し、変形を防ぎ、厳密な公差を維持することです。
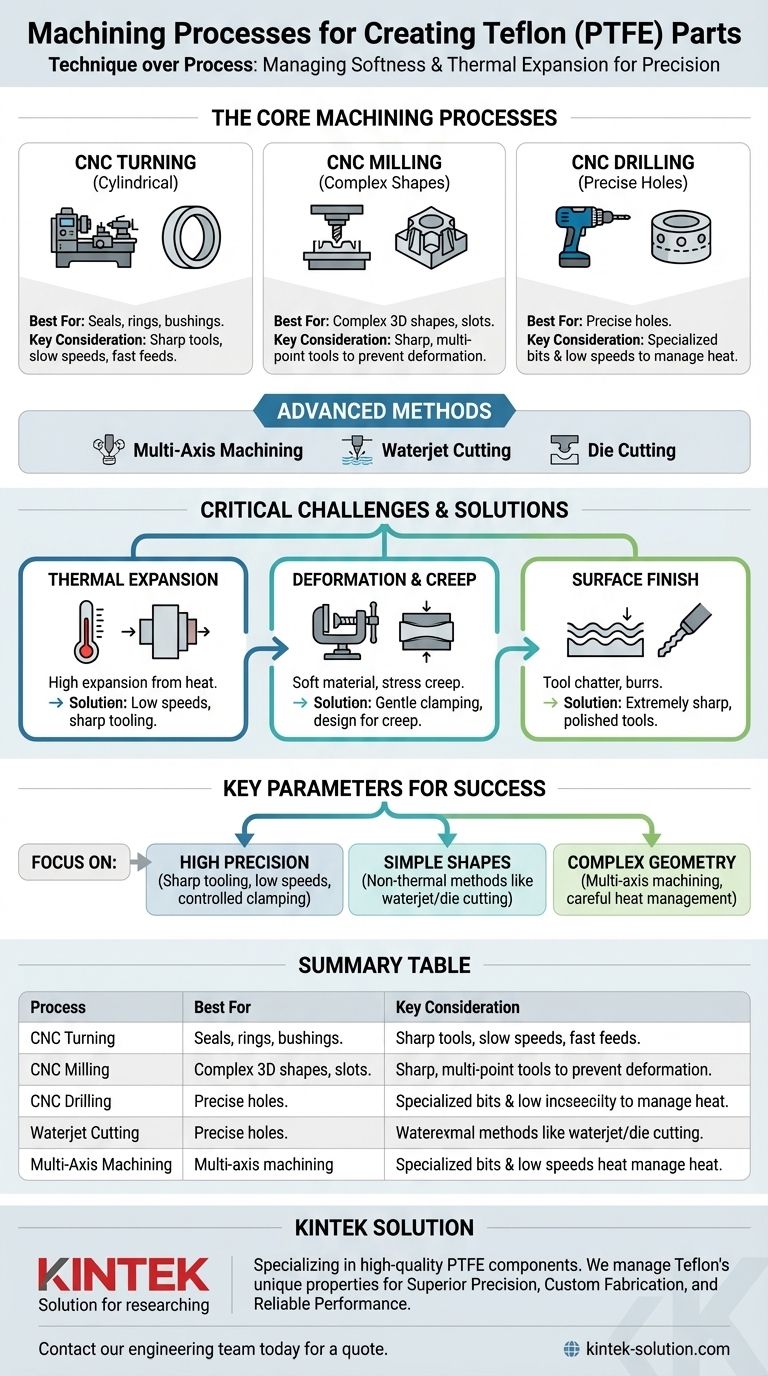
テフロンの主要な機械加工プロセス
テフロンの汎用性により、いくつかの方法で成形できますが、ほとんどのカスタム部品はいくつかの主要なCNCプロセスによって製造されます。
円筒部品のCNC旋削
CNC旋削は、円筒形または中空部品の作成に最適です。旋盤がテフロンワークピースを回転させ、切削工具が材料を除去します。
このプロセスは、シール、リング、ブッシングなどの部品によく使用されます。成功には、非常に鋭利な工具、遅い回転速度、比較的速い送り速度が必要で、材料を溶かすことなくクリーンな切削を実現します。
複雑な形状のCNCフライス加工
CNCフライス加工は、回転する多点切削工具を使用して、固定されたワークピースから材料を除去します。複雑な形状、スロット、平面を作成するための主要な方法です。
その高い精度により、フライス加工は複雑な設計の部品に不可欠です。旋削と同様に、材料を押し出すのではなく、きれいにせん断するために鋭利な工具が重要であり、これにより変形を防ぐことができます。
精密な穴のCNC穴あけ加工
穴あけ加工は、テフロン部品に穴を開けます。しかし、標準的なドリルビットの摩擦は、材料を溶かして部品を台無しにするのに十分な熱をすぐに発生させる可能性があります。
放物線状のフルートを持つものなど、特殊なドリルは、切りくずを効果的に排出するためによく使用されます。熱の蓄積を防ぎ、穴の寸法が正確であることを保証するために、低い切削速度が必須です。
高度で特殊な方法
より具体的な用途には、他のプロセスが採用されます。
- 多軸/5軸加工:複雑な曲線や角度を持つ非常に複雑な部品を単一のセットアップで加工するために、フライス加工と旋削を組み合わせます。
- ウォータージェット切断:高圧の水流を使用して、熱を発生させることなく厚いテフロン板を切断します。
- ダイカット:薄いテフロンシートからガスケットのような単純な形状を打ち抜くための、高速で経済的な方法です。

テフロン機械加工における重要な課題
テフロンは金属や他のプラスチックのように機械加工されるわけではありません。その独特の特性は、成功した結果を達成するために対処しなければならない独自の課題を提示します。
熱膨張の管理
テフロンは、ポリマーの中で最も高い熱膨張係数の一つを持っています。工具の摩擦から発生するわずかな熱でも、部品が大幅に膨張します。
これにより、厳密な公差を維持することが非常に困難になります。制御されない場合、温かい状態で正確と測定された部品は、冷却されると仕様外になります。これが、低速と鋭利な工具が必須である理由です。
変形とクリープの防止
テフロンは非常に柔らかく、簡単に圧縮したり変形したりします。セットアップ中に万力やクランプを締めすぎると、材料が潰れて最終的な寸法を台無しにします。
さらに、テフロンは応力クリープを起こしやすく、一定の圧力下に置かれると時間の経過とともにゆっくりと変形する可能性があります。これは、ワーク保持戦略と最終部品の設計の両方で考慮する必要があります。
クリーンな表面仕上げの実現
材料の柔らかさは、工具のびびり(振動により粗く波打った表面仕上げになること)につながる可能性があります。正しい形状を持つ非常に鋭利で研磨された切削工具を使用することが、材料をきれいに切断するために不可欠です。
不適切な切削は切りくずではなくバリを生成します。これらのバリはきれいに除去するのが難しく、シールなどの部品の機能を損なう可能性があります。
成功のための主要なパラメータ
これらの課題を乗り越えるためには、コンポーネントの特定の要件によってアプローチを決定する必要があります。
- 高精度公差が主な焦点の場合:熱と変形のあらゆる原因を最小限に抑えるために、鋭利な工具、非常に低い切削速度、および制御されたクランプ圧力を優先します。
- シートから単純な形状を製造することが主な焦点の場合:最大の効率と費用対効果のために、ダイカットやウォータージェット切断などの非熱的方法を検討してください。
- 複雑な3D形状が主な焦点の場合:多軸CNCマシンが必要ですが、熱管理と穏やかなワーク保持のすべての原則が依然として適用されます。
これらの原則を習得することで、テフロンの挑戦的な特性を精密に製造された高性能コンポーネントに変えることができます。
要約表:
| プロセス | 最適な用途 | 主な考慮事項 |
|---|---|---|
| CNC旋削 | 円筒部品(シール、リング、ブッシング) | 鋭利な工具、低速、高速送り |
| CNCフライス加工 | 複雑な3D形状とスロット | 変形を防ぐための鋭利な多点工具 |
| CNC穴あけ加工 | 精密な穴 | 熱を管理するための特殊なドリルビットと低速 |
| ウォータージェット切断 | 厚板、熱影響部なし | シート材からの単純な2D形状に最適 |
| 多軸加工 | 複雑な曲線を持つ非常に複雑な部品 | 単一のセットアップで複数の操作を組み合わせる |
精密機械加工されたテフロン部品が必要ですか?
KINTEKは、半導体、医療、実験室、産業分野向けの高品質PTFE部品の製造を専門としています。当社は、熱膨張の管理や変形の防止など、テフロン機械加工における重要な課題を理解しており、お客様の最も厳しい公差を満たす部品を提供します。
当社の専門知識により、以下のものが保証されます。
- 優れた精度:テフロンの柔らかさと熱特性を管理するために、最適化された技術と鋭利な工具を使用します。
- カスタム製造:試作品から大量注文まで、シール、ライナー、複雑な実験器具など、お客様の特定の部品要件に合わせてアプローチを調整します。
- 信頼性の高い性能:お客様の最も要求の厳しいアプリケーションで一貫して機能するコンポーネントを製造します。
お客様のプロジェクト要件について話し合いましょう。今すぐ当社のエンジニアリングチームにお問い合わせください 見積もりを取得し、PTFE部品に精度をもたらす方法をご覧ください。
ビジュアルガイド
関連製品
- テフロン部品とPTFEピンセットのためのカスタムPTFE部品メーカー
- テフロン容器およびコンポーネントのためのカスタムPTFE部品メーカー
- 習慣は実験室 ITO FTO の伝導性ガラスのクリーニングの花かごのための形成された PTFE のテフロン部品の製造業者を機械で造りました
- カスタムPTFE絶縁ガスケット 耐食性テフロンシール 特注エンジニアリングプラスチック部品
- 石油化学処理用高温テフロン連続反応システムおよびHF耐性三首フラスコ