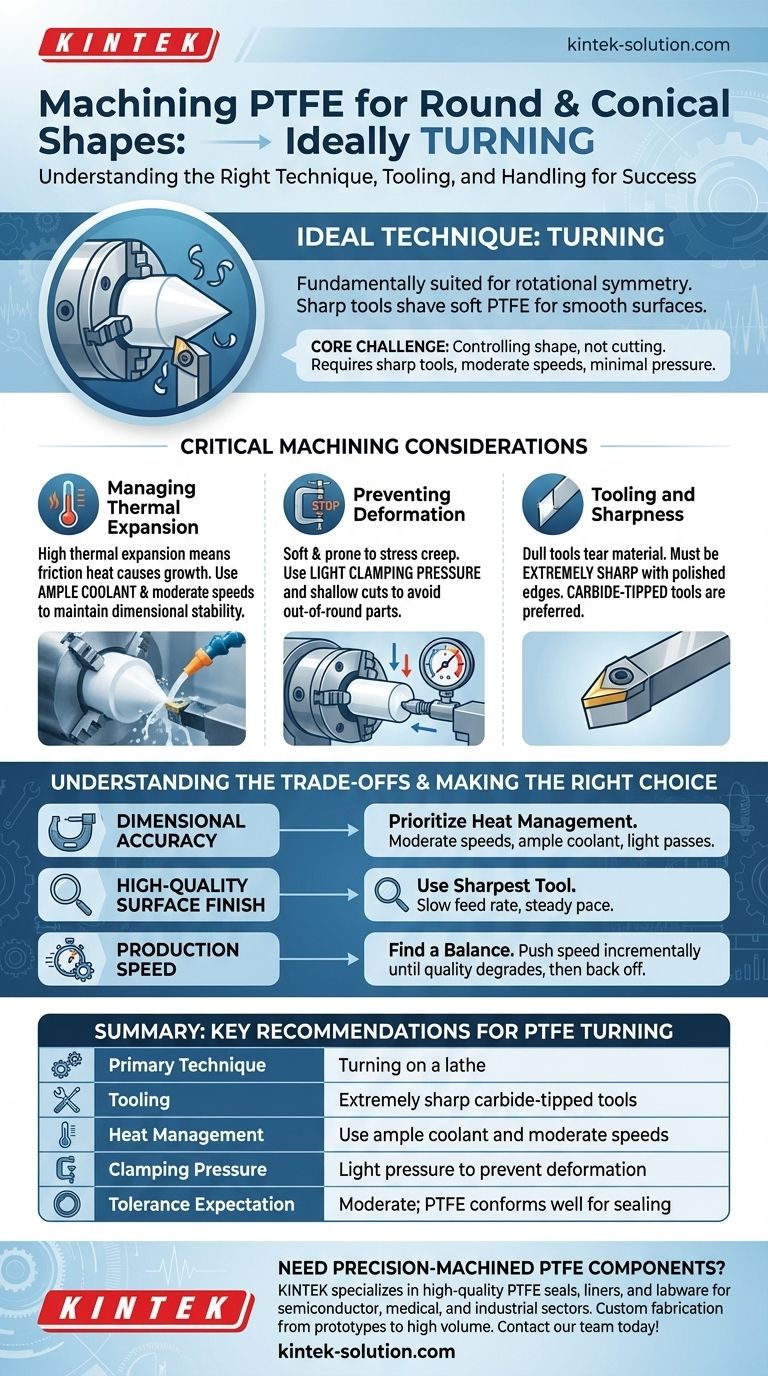
ポリテトラフルオロエチレン(PTFE)で丸形または円錐形の形状を作成するために理想的な機械加工技術は旋削です。 PTFEは標準的な設備で非常に容易に機械加工できますが、その特有の特性、すなわち柔らかさ、高い熱膨張率、および圧力下での変形しやすい性質のために、特定の取り組みが求められます。成功は機械そのものよりも、適切な工具、速度、および取り扱い技術にかかっています。
PTFE加工の核心的な課題は切削することではなく、その形状を制御することです。旋削は丸い部品にとって正しい方法ですが、寸法精度を達成するには、極めて鋭い工具、適度な速度、最小限の圧力で材料固有の不安定性を管理する必要があります。
PTFEに旋削が適切な理由
旋削は、切削工具(通常は一点切削工具)が直線的に移動する間にワークピースが回転する機械加工プロセスです。この方法は、回転対称性を持つ部品を作成するのに根本的に適しています。
旋削のメカニズム
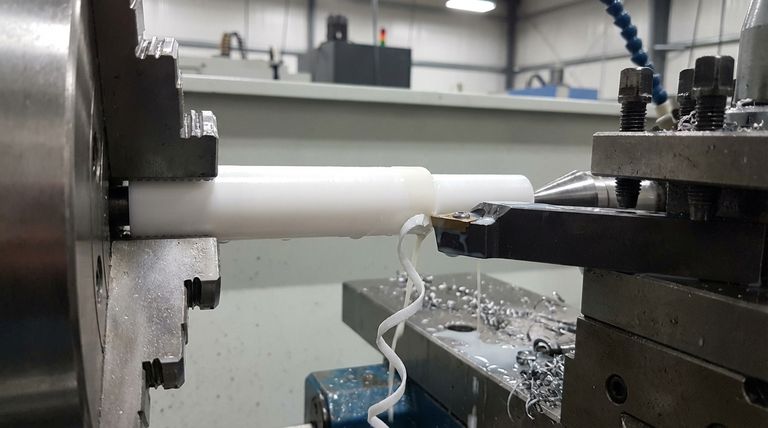
旋盤はPTFEの素材を固定し、高速で回転させます。次に、固定された切削工具を材料に送り込み、材料を正確に取り除いて円筒形状、テーパー(円錐)、溝、および端面を作成します。この連続的な切削作用は、丸い部品に必要な滑らかで対称的な表面を生成するのに最適です。
PTFEの特性と旋削の適合性
PTFEの柔らかさは、鋭い切削工具に対してほとんど抵抗を示さないことを意味します。旋削操作では、これにより材料がスムーズに剥がれ落ちる、きれいなスライス作用が可能になります。ミーリングのような断続的な切削とは異なり、旋削工具の継続的な接触は、この材料に理想的な一貫した仕上がりを提供します。
PTFEの重要な機械加工上の考慮事項
単にPTFEを旋盤にかけるだけでは不十分です。正確な結果を得るためには、その特性を積極的に管理する必要があります。主な目標は、熱を最小限に抑え、物理的な変形を防ぐことです。
熱膨張の管理
PTFEは熱膨張係数が非常に高いです。切削による摩擦は熱を発生させ、材料が大幅に膨張します。これを制御しないと、温かい状態で正確に測定された部品も、冷えると寸法不足になります。
十分な量のクーラントまたは潤滑剤を使用することは、発生源で熱を放散させるために不可欠です。適度な切削速度と組み合わせることで、これは寸法安定性を維持するための最も効果的な戦略となります。
変形の防止
この材料は柔らかく、クリープ(応力による時間経過に伴う変形)を起こしやすいため、絶え間ない圧力下で時間とともに変形します。旋盤のチャックジョーを締めすぎると材料が圧縮され、圧力が解放されたときに真円度が崩れたり、寸法が不足したりする原因となります。
ワークピースをしっかりと保持するのに十分な、軽いクランプ圧力を常に使用してください。同様に、材料を切削するのではなく工具から押し出すのを避けるために、浅い切り込み深さを使用してください。
工具と鋭さ
鈍い工具ではPTFEは切削されず、引き裂かれ、変形し、結果として仕上がりが悪く、寸法が不正確になります。きれいなスライス作用を確実にするために、工具は極めて鋭く、研磨された刃先を持っている必要があります。
ハイス(HSS)は許容されますが、優れた刃先の保持力と性能から、超硬チップ工具が好まれます。
トレードオフの理解
PTFEの加工には、競合する要因のバランスを取ることが伴います。これらの妥協点を理解することが、一般的な不満を避ける鍵となります。
厳しい公差の課題
PTFEで厳密で正確な公差を達成することは難しく、しばしば不必要です。その自然な復元力により、多くの用途で適合しシールすることができます。剛性の高い精度を要求して材料の性質に逆らうよりも、この特性を活かすように部品を設計する方が良いことがよくあります。
表面仕上げと速度
PTFEを超高速で切削することは可能ですが、そうするとより多くの熱が発生し、仕上がりが悪くなるリスクがあります。可能な限り最高の仕上がりを得るためには、高い回転速度よりも、遅い送り速度と極めて鋭い工具を優先してください。これにより、工具が滑らかなスライス作用を生み出す時間ができます。
クーラントの必要性
短時間または粗い切削ではドライで実行できる場合もありますが、精度を必要とする作業にはクーラントが必須です。クーラントなしで加工すると、熱が蓄積することが保証され、これはPTFEを扱う際の寸法の誤差の主な原因となります。
目標に応じた正しい選択
特定の部品にとって最も重要な結果に基づいてパラメータを選択してください。
- 寸法精度が主な焦点の場合: 適度な速度、十分なクーラント、および熱膨張を防ぐための軽い送りで熱管理を優先してください。
- 高品質の表面仕上げが主な焦点の場合: 可能な限り最も鋭く研磨された工具と、遅く一定した送り速度を組み合わせて使用してください。
- 生産速度が主な焦点の場合: バランスを見つけてください。速度を積極的に上げすぎると精度と仕上げの両方が損なわれるため、品質が低下し始めるまで徐々に速度を上げ、その後わずかに戻してください。
結局のところ、PTFEの加工を成功させることは、材料の性質を尊重し、金属のように振る舞わせようとしないことから始まります。
要約表:
| 重要な考慮事項 | PTFE旋削の推奨事項 |
|---|---|
| 主要技術 | 旋盤での旋削 |
| 工具 | 極めて鋭い超硬チップ工具 |
| 熱管理 | 十分なクーラントと適度な速度を使用 |
| クランプ圧力 | 変形を防ぐための軽い圧力 |
| 公差の期待値 | 中程度。PTFEはシールに対してよく適合する |
精密機械加工されたPTFE部品が必要ですか? KINTEKは、半導体、医療、および産業分野向けに高品質のPTFEシール、ライナー、およびラボウェアの製造を専門としています。プロトタイプから大量生産の注文まで、カスタム加工の専門知識により、PTFEが要求する正確な技術と注意を払って部品が製造されることを保証します。今すぐ当社のチームに連絡して、プロジェクトの要件についてご相談の上、見積もりを取得してください!
ビジュアルガイド
関連製品
- テフロン部品とPTFEピンセットのためのカスタムPTFE部品メーカー
- テフロン容器およびコンポーネントのためのカスタムPTFE部品メーカー
- 習慣は実験室 ITO FTO の伝導性ガラスのクリーニングの花かごのための形成された PTFE のテフロン部品の製造業者を機械で造りました
- PTFE分散ディスク 食品・化粧品グレード 非粘着 耐腐 大型攪拌パドル カスタマイズ可能インペラ
- 高度な用途向けのカスタムPTFEスリーブおよびホローロッド



















