ファスナーへのPTFEコーティングの適用は、耐久性のある高性能な仕上がりを作り出すために設計された、精密な多段階プロセスです。使用される主な2つの適用方法はディップコーティングとスプレーコーティングであり、これらはファスナーの形状と要求されるコーティング仕様に基づいて選択されます。これらの方法は、コーティングがファスナーに完全に密着するようにするための重要な表面処理と高温硬化を含む、より大きな製造シーケンスに組み込まれています。
PTFEコーティングされたファスナーの有効性は、適用方法だけでなく、プロセス全体の品質によって決まります。細心の表面処理と適切な高温硬化は、目的の耐食性と低摩擦特性を達成するために、コーティングの適用自体と同じくらい重要です。

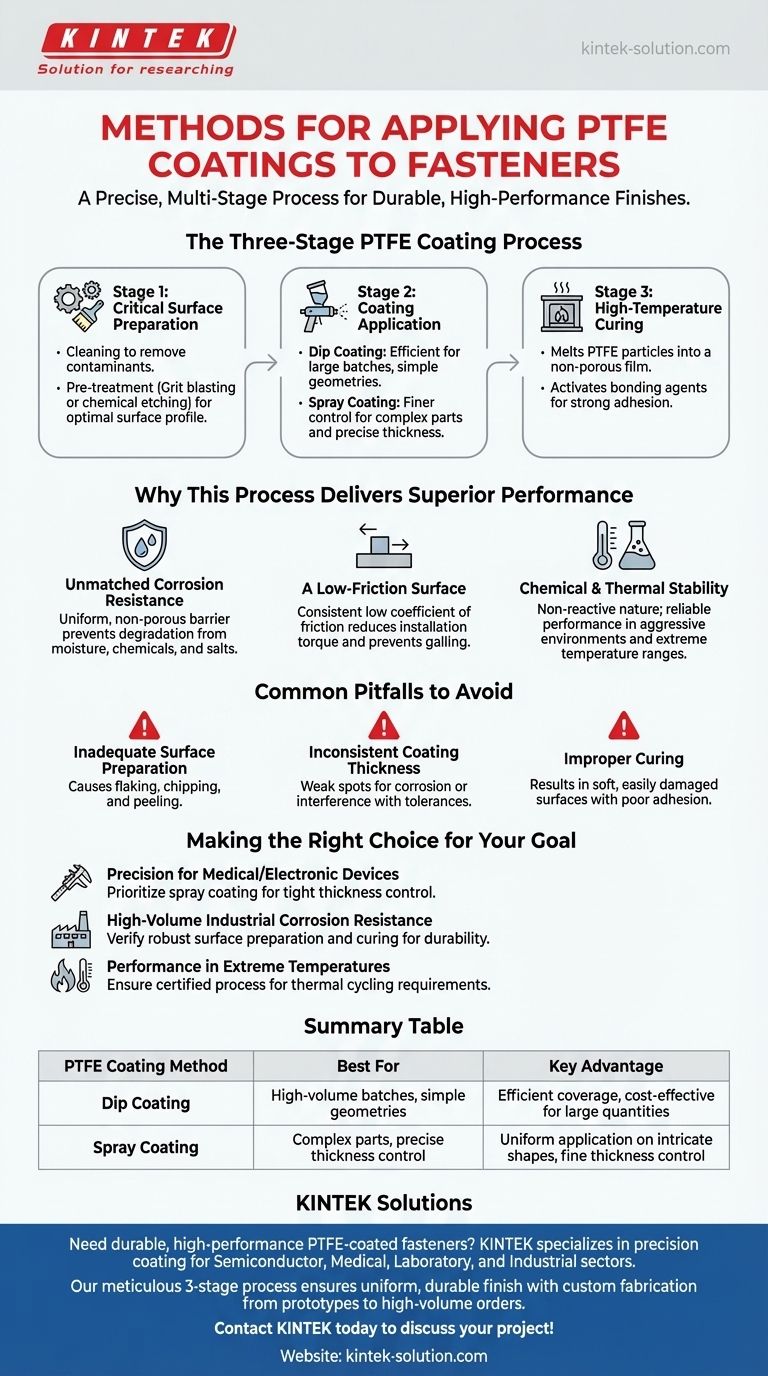
PTFEコーティングの3段階プロセス
均一で耐久性のあるPTFEコーティングを実現するには、材料を単に適用する以上のことが必要です。これは制御された3部構成のプロセスであり、各段階がファスナーの最終的な性能にとって不可欠です。
ステージ1:重要な表面処理
コーティングを適用する前に、ファスナーの表面は完璧に清潔で適切に準備されている必要があります。これには、油分、グリース、その他の汚染物質を除去するための洗浄が含まれます。
その後、グリットブラストや化学エッチングなどの前処理が続き、コーティングが機械的に付着するための最適な表面プロファイルが作成されます。
ステージ2:コーティングの適用
表面が準備されたら、2つの主要な工業的方法のいずれかを使用してPTFEが適用されます。
ディップコーティングとスプレーコーティングの選択は、ファスナーの複雑さ、要求される厚さ、生産量などの要因によって異なります。スプレーは厚さの制御がより細かく可能であるのに対し、ディップは大量の部品のコーティングに効率的です。
ステージ3:高温硬化
コーティングが適用された後、ファスナーは高温のオーブンで硬化されます。この重要なステップにより、PTFE粒子が溶融し、流れ合って非多孔質の膜を形成します。
さらに重要なことに、熱がコーティング内の結合剤を活性化し、PTFE層とファスナーの金属基材との間に強力で永続的な結合を形成します。
このプロセスが優れた性能を提供する理由
構造化された適用プロセスこそが、PTFEの独自の特性を引き出し、これらのファスナーを最も過酷な環境に適したものにします。
比類のない耐食性
硬化中に形成される均一で非多孔質の層は、完全なバリアとして機能します。これにより、下地の金属が湿気、化学薬品、塩などの腐食性物質から保護され、劣化を防ぎ、ファスナーの耐用年数を延ばします。
低摩擦表面
PTFEはその極めて低い摩擦係数で知られています。適切に適用されたコーティングは、この特性がすべての表面で一貫していることを保証し、取り付けに必要なトルクを低減し、ネジ山の焼き付きや固着を防ぎます。
耐薬品性および耐熱性
PTFEの非反応性により、コーティングは攻撃的な化学薬品、溶剤、さらには医療用途での体液にさらされても安定した状態を保ちます。
さらに、硬化プロセスにより、コーティングは広い温度範囲で確実に機能することができ、頻繁な温度変動や極端な温度変動がある用途に最適です。
避けるべき一般的な落とし穴
非常に効果的ですが、PTFEコーティングの価値は、その適用品質に完全に依存します。プロセスの制御が不十分だと、早期の故障につながる可能性があります。
不十分な表面処理
これは最も一般的な故障点です。ファスナー表面が適切に洗浄・前処理されていない場合、コーティングは正しく密着せず、応力下で剥がれ、欠け、または剥離を引き起こします。
一貫性のないコーティング厚さ
不均一なコーティングは、しばしば不適切な適用技術の結果であり、腐食が始まる可能性のある弱点を作り出します。ネジ付きファスナーの場合、過剰な厚さは公差に干渉し、ナットとボルトの適切な嵌合を妨げる可能性があります。
不適切な硬化
ファスナーが正しい温度または必要な時間硬化されない場合、コーティングは完全な硬度や適切な密着性を達成できません。その結果、柔らかく損傷しやすい表面となり、期待される保護を提供できません。
目標に合った正しい選択をする
PTFEコーティングされたファスナーを指定または購入する際は、材料そのものではなく、プロセス全体の完全性に焦点を当ててください。
- 医療機器や電子機器の精度が主な焦点の場合: ねじ公差に干渉するのを避けるため、コーティングの厚さを厳密に制御できる方法(通常はスプレーコーティング)をサプライヤーが使用していることを確認してください。
- 産業用途での大量の耐食性が主な焦点の場合: メーカーが表面処理と硬化段階で堅牢な品質管理を行っていることを確認してください。これらは過酷な環境での長期的な耐久性にとって極めて重要です。
- 極端な温度での性能が主な焦点の場合: コーティングプロセスが、特定の熱サイクル要件に耐えることができる完全に結合した安定した層を形成するように認定されていることを確認してください。
完全な適用プロセスを理解することで、要求の厳しい状況で真の信頼性を発揮するファスナーを指定し、選択することが可能になります。
要約表:
| PTFEコーティング方法 | 最適 | 主な利点 |
|---|---|---|
| ディップコーティング | 大量バッチ、単純な形状 | 大量生産において効率的な被覆、コスト効率が高い |
| スプレーコーティング | 複雑な部品、正確な厚さ制御 | 複雑な形状への均一な適用、精密な厚さ制御 |
耐久性のある高性能PTFEコーティングファスナーが必要ですか?
KINTEKでは、半導体、医療、実験室、産業分野で使用されるファスナーへの精密なPTFEコーティング適用を専門としています。当社の細心の3段階プロセス(重要な表面処理、精密なディップまたはスプレーコーティング、高温硬化を含む)は、比類のない耐食性と低摩擦表面を提供する、均一で耐久性のある仕上がりを保証します。
プロトタイプから大量注文までカスタム製造を提供し、ファスナーが性能と信頼性に関して正確な仕様を満たすことを保証します。
KINTEKに今すぐお問い合わせいただき、プロジェクトについてご相談の上、お見積もりを取得してください!
ビジュアルガイド
関連製品
- 耐熱性PTFE製 白ねじプラグ カスタムT型 封止穴ストッパー 防水防塵 化学的不活性 実験用ファスナー
- 産業およびハイテク用途向けのカスタムPTFEシーリングテープ
- 産業用電気アプリケーション向けのカスタムPTFE絶縁ガスケットおよび耐食性フッ素ポリマーシール
- カスタムPTFEシーリングキャップおよび耐食性低バックグラウンドテフロンアダプタ
- ネジ式ルアーコネクタ互換性を備えたカスタムPTFE耐腐蝕ホワイトシリンジ



















