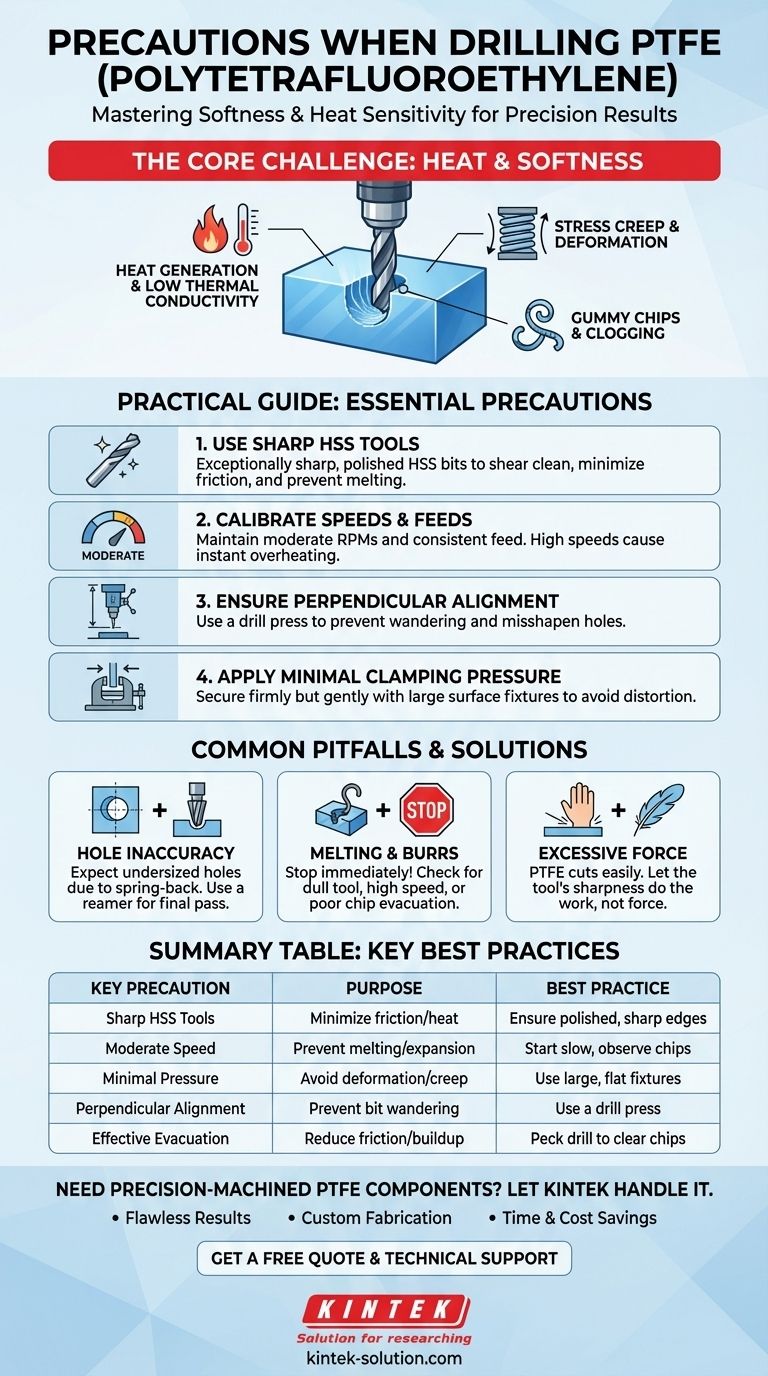
ポリテトラフルオロエチレン(PTFE)の穴あけを行う際、最も重要な注意点は、極めて鋭利な工具を使用すること、溶融を防ぐために中程度の切削速度を維持すること、そして材料の変形を防ぐために最小限のクランプ圧をかけることです。これらの手順は、PTFE特有の柔らかさ、低い熱伝導率、高い熱膨張率を管理するために不可欠であり、不適切な加工をすると不正確さにつながりやすい性質です。
PTFEの核心的な課題は硬さではなく、その固有の柔らかさと熱に対する感受性です。穴あけを成功させるかどうかは、材料にかかる熱と物理的なストレスを最小限に抑えるかどうかに完全に依存します。
PTFE特有の加工上の課題を理解する
PTFEを正確に穴あけするには、まず金属や他のプラスチックと比べてなぜ挙動が異なるのかを理解する必要があります。その特性は、力よりも繊細さを優先する特定の対応を要求します。
柔らかさとクリープ変形の課題
PTFEは非常に柔らかい材料であり、容易に圧縮または変形します。クランプや万力から過剰な圧力をかけると、加工物が歪んでしまいます。
クリープ変形として知られるこの特性は、一定の負荷の下で材料がゆっくりと変形することを意味します。穴あけ後に圧力を解放すると、材料が「跳ね返る」ことがあり、結果として使用したドリルビットよりもわずかに小さい穴になることがよくあります。
高い熱膨張の影響
PTFEは熱膨張係数が非常に高く、熱をあまり伝導しません。鈍いドリルビットや過剰な速度による摩擦は熱を発生させ、それが切削点に閉じ込められます。
この局所的な熱により材料が大幅に膨張し、穴のサイズが不正確になります。深刻な場合には、PTFEが溶けてドリルビットに溶着し、工具と加工物の両方を台無しにする可能性があります。
切りくず排出の課題
PTFEは非常に柔らかいため、硬いプラスチックで見られるような脆い切りくずではなく、長く、糸状または粘着性のある切りくずを生成します。
これらの切りくずはドリルビットに絡みつきやすく、フルート(溝)を詰まらせることがあります。フルートが詰まると効果的な切削が妨げられ、摩擦が劇的に増加し、前述の熱の蓄積につながります。

PTFE穴あけの実践ガイド
材料の特性を明確に理解すれば、クリーンで正確な結果を保証するための特定の技術を採用できます。
工具の選択が最も重要
あなたの主要な工具はハイス鋼(HSS)ドリルビットであるべきです。それは極めて鋭利で、表面が研磨されている必要があります。研磨され鋭利なエッジは、材料を押し出すのではなくきれいにせん断するため、摩擦と熱を最小限に抑えます。
速度と送り速度の調整
中程度の切削速度と一定の送り速度を使用してください。高いRPM(回転数)は、瞬時に過剰な熱を発生させるため、失敗の最も一般的な原因です。低速から始め、切りくずの形成を観察してください。溶けた塊ではなく、きれいなカール状の切りくずを求めています。
垂直方向の整列を確保する
ドリルが常に加工物に対して完全に垂直であることを確認してください。PTFEは非常に柔らかいため、軸がずれた圧力はドリルビットの「ドリフト」や迷いを引き起こし、変形した穴や位置ずれした穴につながります。手持ちドリルよりもボール盤の使用を強く推奨します。
最小限のクランプ圧をかける
PTFE部品を圧縮しないように固定します。クランプ力を均等に分散させるために、大きくて平らな表面を持つ治具を使用してください。目標は、部品の動きを防ぐのに十分な強さで固定することですが、変形を引き起こさないように優しく固定することです。
一般的な落とし穴とその回避方法
適切なアプローチをとったとしても、いくつかの一般的な間違いが作業の品質を損なう可能性があります。それに気づくことが、それらを避けるための第一歩です。
穴の不正確さを避ける
1/4インチのドリルビットが1/4インチの穴を開けると想定しないでください。材料の跳ね返りや熱的影響により、最終的な穴はわずかに小さくなることがよくあります。厳密な公差が必要な場合は、わずかに小さめに穴を開け、最終パスで鋭利なリーマーを使用することを計画してください。
溶融とバリの防止
穴の端に溶融や著しいバリの兆候が見られた場合は、直ちに中止してください。これは、ドリルが鈍い、速度が高すぎる、または切りくずの排出が適切でないことの明確な兆候です。
材料の柔らかさを尊重する
PTFEは切削するために非常に少ない力しか必要としません。材料を押し込む必要があると感じたら、何かが間違っています。工具の鋭利さに仕事をさせてください。
あなたのプロジェクトへの適用方法
あなたの具体的なアプローチは、プロジェクトの主な目標によって導かれるべきです。
- 寸法の正確さが主な焦点である場合: 新品で鋭利なHSSドリルビットを優先し、非常に遅いRPMを使用し、正確なサイズを達成するために最終的なリーマ加工のステップを計画します。
- きれいな仕上がりが主な焦点である場合: 穴あけ(短距離ドリルし、切りくず排出のために後退させる)を行い、研磨された工具を使用することで、一定の切りくず排出を確保することに集中します。
- PTFE加工が初めての場合: 溶融の兆候なしにきれいな切りくずが生成される最適な速度を見つけるために、まずスクラップ材で練習してください。
PTFEの固有の特性に逆らうのではなく、それらを利用して作業することで、一貫して正確できれいな結果を得ることができます。
要約表:
| 主要な注意点 | 目的 | 最良の実施方法 |
|---|---|---|
| 鋭利なHSSドリルビットの使用 | 摩擦と熱の発生を最小限に抑える | きれいなせん断のために研磨された鋭利なエッジを確保する |
| 中程度の切削速度 | PTFEの溶融と熱膨張を防ぐ | 低速から始め、切りくずの形成を観察する |
| 最小限のクランプ圧力 | 材料の変形とクリープ変形を防ぐ | 大きくて平らな表面を持つ治具を使用する |
| 垂直方向の整列の確保 | ドリルビットの迷いを防ぐ | 正確性のためにボール盤を使用する |
| 効果的な切りくず排出 | 摩擦と熱の蓄積を減らす | 糸状の切りくずを除去するためにペッキングドリルを行う |
精密加工されたPTFE部品が必要ですか?KINTEKにお任せください。
PTFEの社内での穴あけ加工は、貴重なプロジェクトにとって困難でリスクを伴う場合があります。当社の専門知識を活用しませんか?KINTEKは、半導体、医療、実験室、産業分野向けに、シール、ライナー、カスタムラボウェアを含む高精度PTFE部品の製造を専門としています。
当社が保証するもの:
- 完璧な結果: 当社の高度な技術は、溶融、バリ、寸法の不正確さなどの一般的な問題を防止します。
- カスタム製造: プロトタイプから大量注文まで、お客様の正確な仕様に合わせて調整された部品をお届けします。
- 時間とコストの節約: 試行錯誤の加工を避け、コア業務に集中できます。
今すぐお問い合わせいただき、お客様の最高の基準を満たす信頼性の高い加工済みPTFE部品をご提供させてください。
ビジュアルガイド
関連製品
- カスタムPTFE製定圧分液滴下漏斗 耐食性 低バックグラウンド 実験器具 微量分析用滴下漏斗
- 実験室の抽出・化学分析用 高純度カスタムPTFE固体サンプラー 長さカスタマイズ可能なポリテトラフルオロエチレンサンプリングプローブ
- 変換ストッパー互換性を備えたカスタムポリテトラフルオロエチレン(PTFE)定圧滴下漏斗、耐食性流体制御アセンブリ
- 耐食性PTFE撹拌インペラおよびカスタマイズ可能なポリテトラフルオロエチレン分散ディスク
- カスタマイズ可能なPTFEスクレーパーとショベル



















