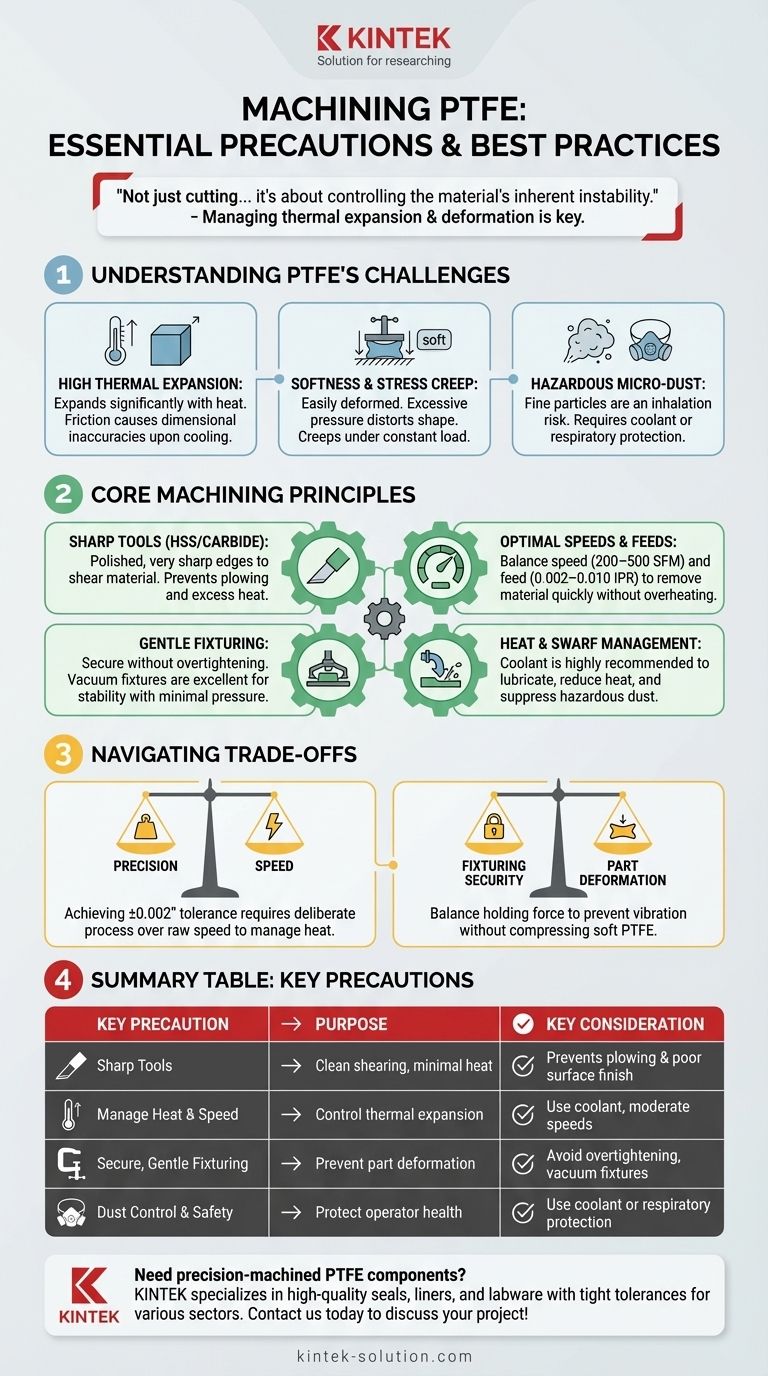
PTFE加工の主な予防措置には、極めて鋭利な工具の使用、適切な速度とクーラントによる蓄熱管理、そして有害な微粉塵の吸入リスクの軽減が含まれます。PTFEは柔らかく熱膨張率が高いため、部品の変形を防ぎ、寸法精度を確保するために、正確なクランプ圧力を使用することも不可欠です。
PTFEの柔らかさは切削が容易であるかのように思わせますが、成功する加工とは材料を切削することではなく、材料固有の不安定性を制御することです。真の課題は、厳しい公差を達成するために熱膨張と機械的変形を管理することにあります。
PTFE特有の加工課題の理解
PTFEを効果的に加工するには、まずその核となる特性を尊重する必要があります。その特性は金属や他のプラスチックとは根本的に異なり、これらの違いが、必要とされるすべての予防措置を決定します。
高い熱膨張の影響
PTFEは熱膨張係数が非常に高いです。これは、わずかな温度変化でも著しく膨張・収縮することを意味します。
切削工具による摩擦は熱を発生させ、加工中にワークピースを膨張させる可能性があります。これにより、部品が周囲温度まで冷えたときに寸法が不正確になります。
柔らかさとクリープ現象の問題
PTFEは非常に柔らかい材料であり、容易に圧縮または変形します。バイスや固定具で過度に締め付けると、部品の形状が歪みます。
さらに、この材料はクリープ現象(応力下の変形)の影響を受けやすく、一定の圧力下で保持されると時間とともにゆっくりと変形します。このため、安全で損傷を与えないワーク保持が重要な課題となります。
微粉塵の危険性
PTFEの加工、特に乾燥条件下では、微細で軽量な粉塵粒子が発生します。この微粉塵は空気中に浮遊し続け、吸入すると有害です。
したがって、安全対策は任意ではありません。クーラント下で加工するか、マスクなどの適切な呼吸用保護具を使用する必要があります。

成功のためのコアとなる加工原則
材料の挙動を明確に理解することで、PTFEの特性に逆らうのではなく、それに沿った戦略を実施できます。
工具の選択と形状
最も重要な要素は工具の鋭さです。鈍い工具は材料をせん断するのではなく押しつぶすため、過剰な熱と粗い表面仕上げを生じさせます。
非常に鋭く研磨された切削エッジを持つハイス鋼(HSS)または超硬チップ工具を使用してください。適切な逃げ角も、摩擦と熱を発生させる擦れを防ぐために不可欠です。
速度と送り速度
目標は、ワークピースを過熱させることなくクリーンな切断を実現することです。これには、切削速度と送り速度のバランスを取る必要があります。
一般的なガイドラインでは、切削速度は毎分200〜500表面フィート、送り速度は1回転あたり0.002〜0.010インチを推奨しています。高い送り速度は連続した切りくずを生成し、顕著な熱が発生する前に材料を素早く除去するのに役立ちます。
ワークピースの固定
変形させることなくワークピースを固定します。バイスやクランプの締めすぎを避けてください。
デリケートな形状や複雑な形状の場合、バキューム固定具は最小限のクランプ圧力で安定したサポートを提供するため、優れた解決策となります。
熱と切りくず(スワーフ)の管理
切りくず(スワーフ)を効果的に除去することは、ワークピースと擦れて熱を発生させるのを防ぐために極めて重要です。
熱が発生しやすい作業では、クーラントの塗布が強く推奨されます。クーラントは、切削の潤滑、熱膨張の低減、有害な粉塵の抑制という3つの目的を果たします。
固有のトレードオフのナビゲート
PTFEの加工には、相反する要因のバランスを取ることが伴います。これらのトレードオフを理解することが、トラブルシューティングと一貫した結果を得るための鍵となります。
精度 対 速度
切削速度を上げてサイクルタイムを追求すると、過剰な熱が発生し、寸法公差が損なわれる可能性があります。±0.002インチの公差を達成するには、熱管理を純粋な速度よりも優先する、意図的で制御されたプロセスが必要です。
固定の確実性 対 部品の変形
振動やビビリを防ぐためにワークピースをしっかりと保持する必要がありますが、これは表面仕上げを損ないます。しかし、確実性のために必要なクランプ力は、柔らかいPTFEを容易に圧縮・変形させ、不正確さにつながる可能性があります。このバランスには、慎重な固定具の設計とオペレーターのスキルが必要です。
目標に応じた適切な選択
お客様の加工戦略は、最終部品の特定の要件に合わせて調整されるべきです。
- 可能な限り厳しい公差の達成が主な焦点である場合: 何よりも熱安定性を優先します。鋭く研磨された工具、適度な速度、安定したクーラント供給を使用します。
- 高品質の表面仕上げが主な焦点である場合: 工具に非常に鋭い切削エッジがあることを確認し、安全で適切に設計された固定具を使用して振動を避けます。
- オペレーターの安全が主な焦点である場合: 適切な換気と呼吸用保護具なしでPTFEをドライ加工することは決してしないでください。クーラントを使用することが、有害な粉塵を制御する最も効果的な方法です。
結局のところ、PTFE加工を習得することは、それが特有で思慮深いアプローチを要求するユニークな材料であることを認識することから始まります。
要約表:
| 主要な予防措置 | 目的 | 主要な考慮事項 |
|---|---|---|
| 鋭利な工具(HSS/超硬) | クリーンなせん断、最小限の熱 | 押しつぶしと粗い表面仕上げを防ぐ |
| 熱と速度の管理 | 熱膨張の制御 | クーラントの使用、適度な速度(200-500 SFM) |
| 安全で穏やかな固定 | 部品の変形防止 | 締めすぎを避ける。バキューム固定具を検討する |
| 粉塵対策と安全 | オペレーターの健康保護 | クーラントまたは呼吸用保護具を使用する |
精密機械加工されたPTFE部品が必要ですか?
KINTEKでは、半導体、医療、実験室、産業分野向けにPTFEの機械加工を専門としています。当社は、高品質のシール、ライナー、ラボウェアを厳しい公差で製造するために必要な、工具の鋭さ、熱管理、安全な取り扱いの重要なバランスを理解しています。
カスタムプロトタイプであろうと大量生産であろうと、当社の専門知識により、部品が最初から正しく製造されることが保証されます。
PTFEプロジェクトの要件について今すぐお問い合わせください!
ビジュアルガイド
関連製品
- トレース分析用 耐食性三角フッ素樹脂容器 カスタム機械加工PTFE円錐形サンプルセル
- PTFE耐熱断熱スリーブ ホットプレートサポート足 実験室天板保護 カスタマイズ可能な熱遮蔽
- PTFEシャベル 医薬品・化学材料用シャベル 強耐食性 1mハンドル
- PFAフラスコ用カスタムPTFE定圧分液漏斗、耐食性・低バックグラウンド実験器具
- 高温耐薬品性 50ml PTFEシリンジ カスタマイズ可能 テフロン製 インジェクター ねじ込み式シール付き 微量分析用



















