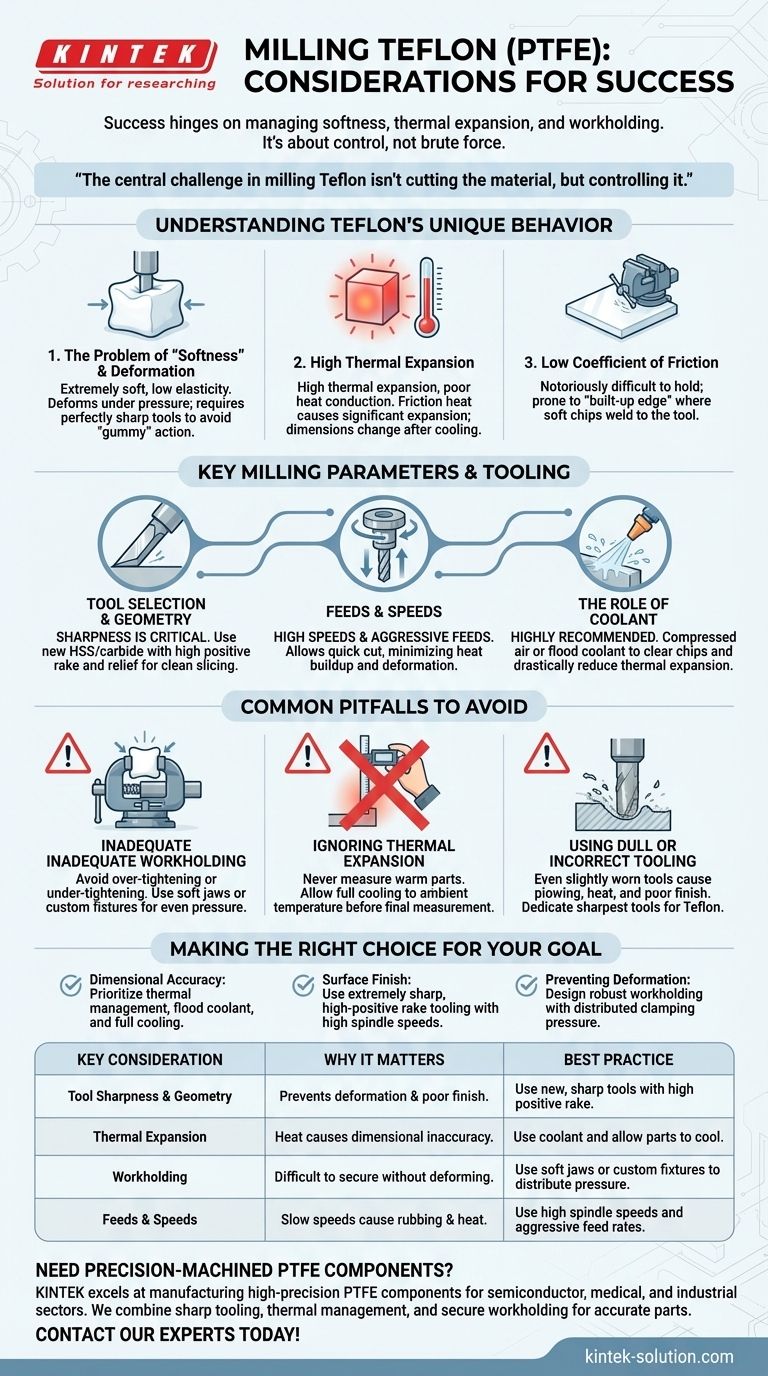
テフロン(PTFE)のフライス加工を成功させるには、その特有の難しい特性に合わせて戦略を適応させる必要があります。成功は、極めて鋭い切削工具の使用、熱膨張の管理、そして材料の柔らかく滑りやすい性質に対抗するための確実なワーク保持の実施にかかっています。これらの要素は、必要とされる切削力そのものよりもはるかに重要です。
テフロン加工における中心的な課題は、材料を切削することではなく、それを制御することです。成功は、力任せの力よりも、圧力下での変形、熱による膨張、切削工具への詰まりといった材料の傾向を巧みに扱うかにかかっています。
テフロンの特異な加工挙動の理解
テフロンを効果的に加工するには、まずその扱いにくい挙動の根本原因を理解する必要があります。この材料の特性は、従来の加工の直感に反して作用します。
「柔らかさ」と変形の問題
テフロンは弾性率が非常に低い、極めて柔らかい材料です。きれいにせん断されるのではなく、工具の圧力下で押しやられたり、変形したりする傾向があります。
工具が完全に鋭利でない場合、このたわみは不正確な寸法や「ガミー(粘つく)」な切削作用につながる可能性があります。
高い熱膨張率
テフロンは熱膨張係数が非常に高く、熱伝導性が良くありません。切削プロセスによる摩擦は局所的な熱を発生させ、それが容易に放散されません。
これにより、フライス加工中に材料が大幅に膨張します。温かい状態では仕様通りであっても、周囲温度まで冷えると仕様外になる部品が生じます。
低い摩擦係数
テフロン特有の滑りやすさは、2つの明確な問題を引き起こします。第一に、バイスや固定具でしっかりと保持することが非常に困難になります。
第二に、この特性により、柔らかく細長い切りくずが切削工具に付着し溶着しやすくなり、これは「ビルトアップエッジ」として知られる現象で、表面仕上げと精度を損ないます。

主要なフライス加工パラメーターと工具
テフロンの自然な傾向に対抗し、高品質な部品を製造するためには、工具と機械パラメーターの調整が不可欠です。
工具の選定と形状
鋭利さが最も重要な要素です。ハイス鋼(HSS)または超硬合金製の新品または再研磨されたカッターを使用してください。
非常に高いポジティブすくい角と十分な逃げ角を持つ工具が理想的です。この形状は、切削力を最小限に抑え、発熱を抑えるクリーンなスライス作用を促進します。
送り速度と回転速度
一般的に、高い切削速度と積極的な送り速度が最良の結果をもたらします。この戦略により、工具は熱が蓄積してワークピースを変形させる前に、素早く切り込み、切り離すことができます。
遅い速度では切削ではなく擦過(こすれること)が発生し、過剰な熱を発生させ、劣悪な表面仕上げにつながります。
クーラントの役割
テフロンはドライで加工することも可能ですが、クーラントの使用を強く推奨します。圧縮空気の定常的な噴流は切りくずを効果的に排出し、ある程度の冷却を提供できます。
より集中的な加工では、熱膨張を劇的に抑え、切りくずの工具への付着を防ぐのに役立つため、液状クーラントが優れています。
避けるべき一般的な落とし穴
一般的な加工方法の多くは、テフロンでは不良な結果をもたらします。これらの落とし穴を認識しておくことは、スクラップ部品を防ぐために極めて重要です。
不十分なワーク保持
単に標準的なバイスでテフロン片を締め付けて良い結果を期待してはいけません。締め付けすぎると材料が潰れて変形し、締め付けが弱すぎると切削中にずれたり振動したりします。
部品を傷つけることなくクランプ圧力を均等に分散させるために、ソフトジョーまたはカスタム固定具を使用してください。
熱膨張の無視
切削直後に重要な寸法の最終測定を行ってはいけません。部品は温かく膨張しており、誤った測定値が得られます。
最終測定や仕上げのパスを行う前に、必ずワークピースを冷やし、室温に安定させてください。
鈍い、または不適切な工具の使用
わずかでも摩耗した工具では、テフロンをきれいにせん断できません。代わりに、材料を押しつぶし、莫大な熱を発生させ、ひどいバリを生じさせ、劣悪な表面仕上げを残します。
常に最も鋭い工具をテフロン専用とし、金属を切削した工具を再研磨せずに使用しないでください。
目標に応じた適切な選択
具体的なアプローチは、コンポーネントにとって最も重要な結果に合わせて調整する必要があります。
- もしあなたの主な焦点が寸法の精度であれば: 液状クーラントを使用し、最終測定前に部品が完全に冷えるようにして、熱管理を優先してください。
- もしあなたの主な焦点が表面仕上げであれば: バリを最小限に抑えるために、極めて鋭利で高いポジティブすくい角を持つ工具を使用し、高い主軸回転数で加工してください。
- もしあなたの主な焦点が部品の変形防止であれば: 部品を潰したり歪ませたりすることなくしっかりと固定する、堅牢なワーク保持ソリューションを設計してください。
テフロンの特有の特性に逆らうのではなく、それを尊重することで、正確で再現性のある結果を達成できます。
要約表:
| 主要な考慮事項 | 重要性 | 最良の慣行 |
|---|---|---|
| 工具の鋭利さと形状 | 材料の変形と劣悪な表面仕上げを防ぐ。 | 高いポジティブすくい角を持つ新品で鋭利な工具を使用する。 |
| 熱膨張 | 加工熱により部品が膨張し、寸法の不正確さにつながる。 | クーラントを使用し、最終測定前に部品を冷却する。 |
| ワーク保持 | テフロンの滑りやすさにより、変形させずに固定するのが難しい。 | 圧力を均等に分散させるためにソフトジョーまたはカスタム固定具を使用する。 |
| 送り速度と回転速度 | 低速は擦過と熱を引き起こし、高速はクリーンなせん断を促進する。 | 高い主軸回転数と積極的な送り速度を使用する。 |
精密加工されたPTFE部品が必要ですか?
テフロンのフライス加工は、その柔らかさや高い熱膨張といった特有の課題を克服するために専門的な知識を必要とします。KINTEKは、半導体、医療、実験室、産業分野向けに、シール、ライナー、カスタムラボウェアを含む高精度PTFE部品の製造に優れています。
当社は、鋭利な工具、正確な熱管理、確実なワーク保持を組み合わせて、プロトタイプから大量注文まで、寸法精度が高く優れた表面仕上げの部品をお届けします。
PTFE加工の複雑な作業は当社にお任せください。プロジェクトの要件について、今すぐ当社の専門家にご相談ください!
ビジュアルガイド
関連製品
- カスタムPTFEボールミル粉砕瓶 50ml 耐腐食性・低バックグラウンド実験用粉砹容器
- テフロン部品とPTFEピンセットのためのカスタムPTFE部品メーカー
- 習慣は実験室 ITO FTO の伝導性ガラスのクリーニングの花かごのための形成された PTFE のテフロン部品の製造業者を機械で造りました
- PTFE分散ディスク 食品・化粧品グレード 非粘着 耐腐 大型攪拌パドル カスタマイズ可能インペラ
- 実験室化学混合用 耐食性PTFE分散ディスク 高温プロペラ撹拌パドル



















