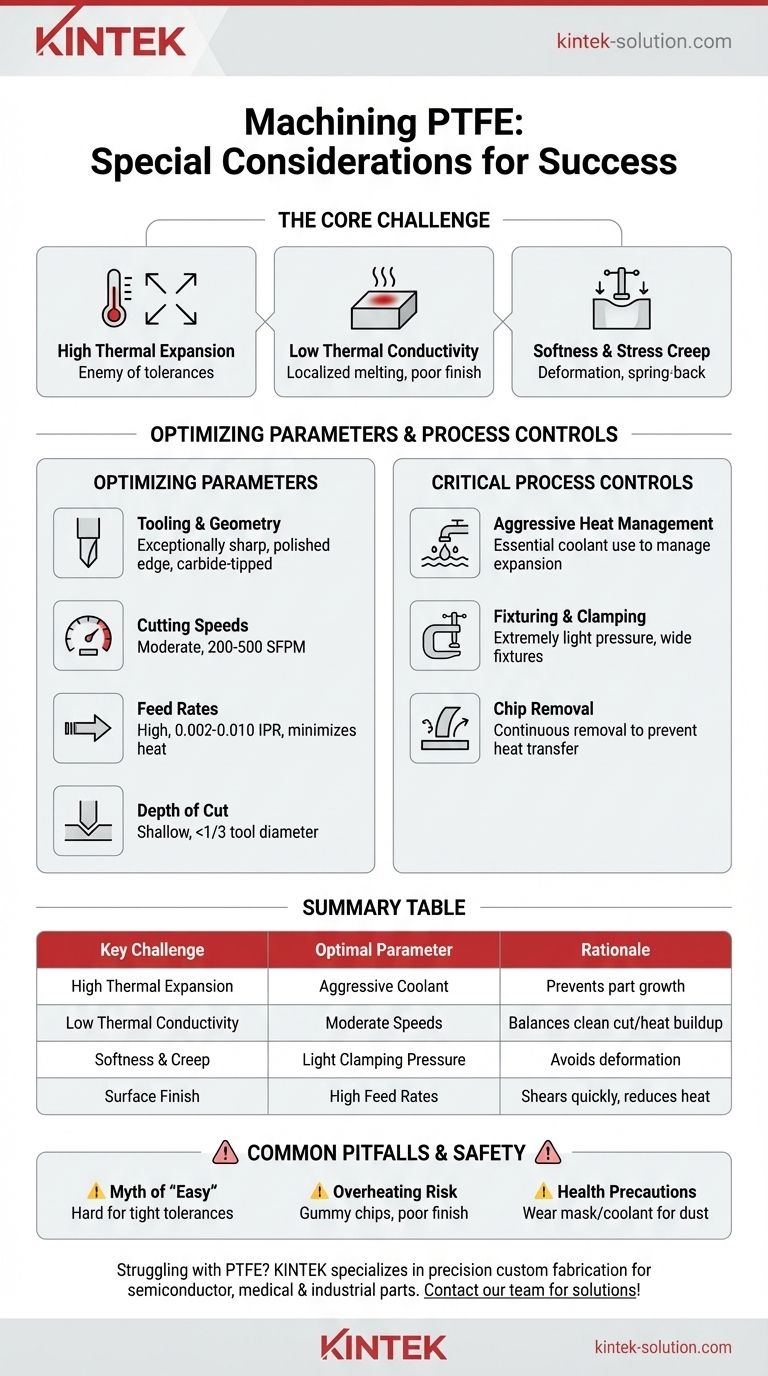
PTFEを成功裏に機械加工するには、金属加工とは根本的に異なるアプローチが必要です。成功には、非常に鋭利な工具、熱伝達を最小限に抑えるための高送り速度、変形を防ぐための極めて軽いクランプ圧、そして材料の著しい熱膨張を管理するための積極的なクーラントの使用が不可欠です。
PTFEの機械加工における中心的な課題は、切削自体ではありません。材料は柔らかく、簡単に切削できます。本当の難しさは、寸法精度を維持し、きれいな表面仕上げを達成するために、熱と圧力に対する材料の反応を制御することにあります。
核心的な課題:PTFEのユニークな材料特性
機械設定を調整する前に、PTFE(ポリテトラフルオロエチレン)がなぜそのように振る舞うのかを理解する必要があります。その特性は、力ではなく繊細さを優先する独自の戦略を要求します。
高い熱膨張
PTFEはプラスチックの中でも最も高い熱膨張係数を持っています。切削中に発生するわずかな熱でも、部品は著しく膨張します。
この膨張が、厳しい公差の最大の敵です。温かい状態で仕様通りに加工された部品は、室温まで冷えると寸法が小さくなります。
低い熱伝導率
さらに問題を複雑にするのは、PTFEが優れた断熱材であることです。切削刃で発生した熱は、材料全体に素早く放散されません。
その代わりに、熱は切削箇所に集中し、適切に管理しないと局所的な溶融、粘着性のある切りくず、粗い表面仕上げにつながります。
柔らかさとクリープ
PTFEは非常に柔らかい材料であり、持続的な圧力下で変形、つまり「クリープ」します。
金属に使用される標準的なクランプ圧は、PTFEワークピースを圧縮します。部品が治具から解放されると、元に戻ろうとし、結果として寸法が不正確な最終製品になります。

機械加工パラメータの最適化
PTFEの困難な特性に対抗するために、工具と機械設定は特に選択されなければなりません。目標は常に、最小限の熱入力と部品のたわみでクリーンな切りくずを生成することです。
工具の選択と形状
切削工具は完璧に鋭利でなければなりません。材料を押し潰すのではなく、きれいにせん断するためには、研磨され、磨かれた切削刃が不可欠です。
超硬チップ工具は、鋭利な刃を維持し、摩擦熱を最小限に抑える能力があるため、強く推奨されます。工具には、摩擦を減らすために十分な逃げ角と側面逃げ角があることを確認してください。
切削速度
中程度の切削速度、通常200〜500表面フィート/分(SFPM)の範囲が安全な出発点です。
速すぎると過剰な熱が発生し、遅すぎると工具が切削する代わりに擦れる可能性があります。きれいに切りくずを生成し、部品を過熱させないスイートスポットを見つけることが重要です。
送り速度
一般的に、高送り速度が推奨され、多くの場合1回転あたり0.002〜0.010インチです。
送り速度が高いと、切削刃が材料を素早く通過し、熱がワークピースに伝達される時間を最小限に抑えます。微細な仕上げパスの場合、より良い制御のために送り速度を減らす必要があるかもしれません。
切削深さ
浅い切削深さを使用してください。経験則として、切削工具の直径の3分の1を超えないようにしてください。これにより、切削抵抗が減少し、単一パスでの熱発生が最小限に抑えられます。
重要なプロセス制御
切削前および切削中に材料をどのように扱うかは、使用する速度や送りと同じくらい重要です。
積極的な熱管理
ほとんどのPTFE機械加工作業において、クーラントまたは潤滑剤の使用は不可欠です。フロアクーラントシステムは、切削点での熱を効果的に除去し、切りくずを洗い流すのに非常に効果的です。
これは、熱膨張を管理し、材料が粘着性になるのを防ぐための最も効果的な方法です。
治具とクランプ圧
ワークピースをしっかりと保持するために必要な最小限のクランプ圧を適用してください。クランプ力を分散させ、部品の変形を防ぐために、広い表面積を持つ治具を使用してください。
締め付けすぎは、寸法不正確を招く一般的で重大な間違いです。常に過度な圧力と振動を避けてください。
切りくず(スワーフ)の除去
切りくず(スワーフ)の連続的かつ効果的な除去を確実にしてください。部品の表面に残った熱い切りくずは、熱を部品に戻し、冷却の努力を台無しにします。
避けるべき一般的な落とし穴
リスクと一般的な間違いを理解することは、一貫した成功のために不可欠です。
「簡単な」機械加工という神話
PTFEは柔らかく、切削にほとんど馬力を必要としませんが、厳しい公差で機械加工するのが最も難しいポリマーの一つです。その特性は、不適切な技術を許しません。
過熱のリスク
粗い、引き裂かれた表面仕上げが見られたり、切りくずが粘着性で工具に付着している場合は、プロセスが過剰な熱を発生させています。これは、速度、送り、またはクーラントの適用を調整する必要があることを示す即時の兆候です。
健康と安全に関する注意事項
PTFEの機械加工は、微細な粉塵粒子を生成する可能性があります。この粉塵の吸入を防ぐために、マスクを着用するか、クーラント下で作業が行われることを確認することは、重要な安全対策です。
目標に応じた適切な選択
コンポーネントの主な目的によっては、特定のアプローチを微調整する必要があるかもしれません。
- 厳密な公差(+/- 0.002インチ)が主な焦点の場合:寛大なフロアクーラントを使用し、最終測定を行う前に部品が室温に慣れるまで待つことで、何よりも熱安定性を優先してください。
- 優れた表面仕上げが主な焦点の場合:真新しい、または新しく研磨された超硬工具を高度に磨かれた切削刃で使用し、より遅く、軽い仕上げパスを検討してください。
- 生産速度が主な焦点の場合:送り速度を最大化し、切削領域をクリアで冷却された状態に保つために、クーラントと切りくず排出システムが十分に堅牢であることを確認してください。
最終的に、PTFEの機械加工を習得することは、そのユニークな特性を尊重し、材料に逆らうのではなく、材料と協調するようにプロセスを適応させることから生まれます。
要約表:
| 主要な課題 | 最適なパラメータ | 理由 |
|---|---|---|
| 高い熱膨張 | 積極的なクーラント | 部品の膨張を防ぎ、冷却後の寸法安定性を確保します。 |
| 低い熱伝導率 | 中程度の速度(200-500 SFPM) | クリーンな切削と工具刃での最小限の熱蓄積のバランスを取ります。 |
| 柔らかさとクリープ | 軽いクランプ圧 | 正確な最終寸法のために、部品の変形とスプリングバックを回避します。 |
| 表面仕上げ | 高送り速度(0.002-0.010 IPR) | 材料を素早くせん断し、熱伝達と粘着性を低減します。 |
PTFE部品の精度や仕上げでお困りですか? KINTEKは、半導体、医療、産業用途向けのシール、ライナー、実験器具などのPTFEコンポーネントの精密機械加工を専門としています。試作品から大量生産まで、カスタム製造における当社の専門知識は、お客様の部品が厳しい公差と優れた表面品質を満たすことを保証します。今すぐ当社のチームにご連絡ください。お客様のプロジェクトについてご相談いただき、信頼性の高い高性能PTFE部品のための当社のオーダーメイドソリューションをご活用ください!
ビジュアルガイド
関連製品
- 微量分析・クリーンルーム実験用途向け 高純度PTFE製角型メンブレンカッター・フィルター分取装置
- ネジ式サンプル分離装置用、層数および孔径がカスタマイズ可能な高温PTFE反応ふるい
- 耐食性PTFE撹拌インペラおよびカスタマイズ可能なポリテトラフルオロエチレン分散ディスク
- 実験室化学混合用 耐食性PTFE分散ディスク 高温プロペラ撹拌パドル
- 特注PTFE製実験装置 耐食性 低バックグラウンド反応セル 精密CNC加工



















