PTFEを効果的に加工するには、極めて鋭利でコーティングされていない超硬工具またはステライトチップ付き切削工具と、ポジティブなすくい角を組み合わせるのが理想的な戦略です。このツーリングは、材料の発生熱と物理的な変形を最小限に抑えるために、切削速度、送り速度、工具経路を管理する正確なCNC制御と組み合わされる必要があります。
PTFE加工における中心的な課題は硬度ではなく、その柔らかさと低い熱安定性です。したがって、成功するツーリング戦略は、積極的な材料除去よりも繊細な操作にかかっており、例外的に鋭い工具を使用して、材料を変形・反りさせる熱と切削圧力を発生させることなくきれいに切り取ることが求められます。

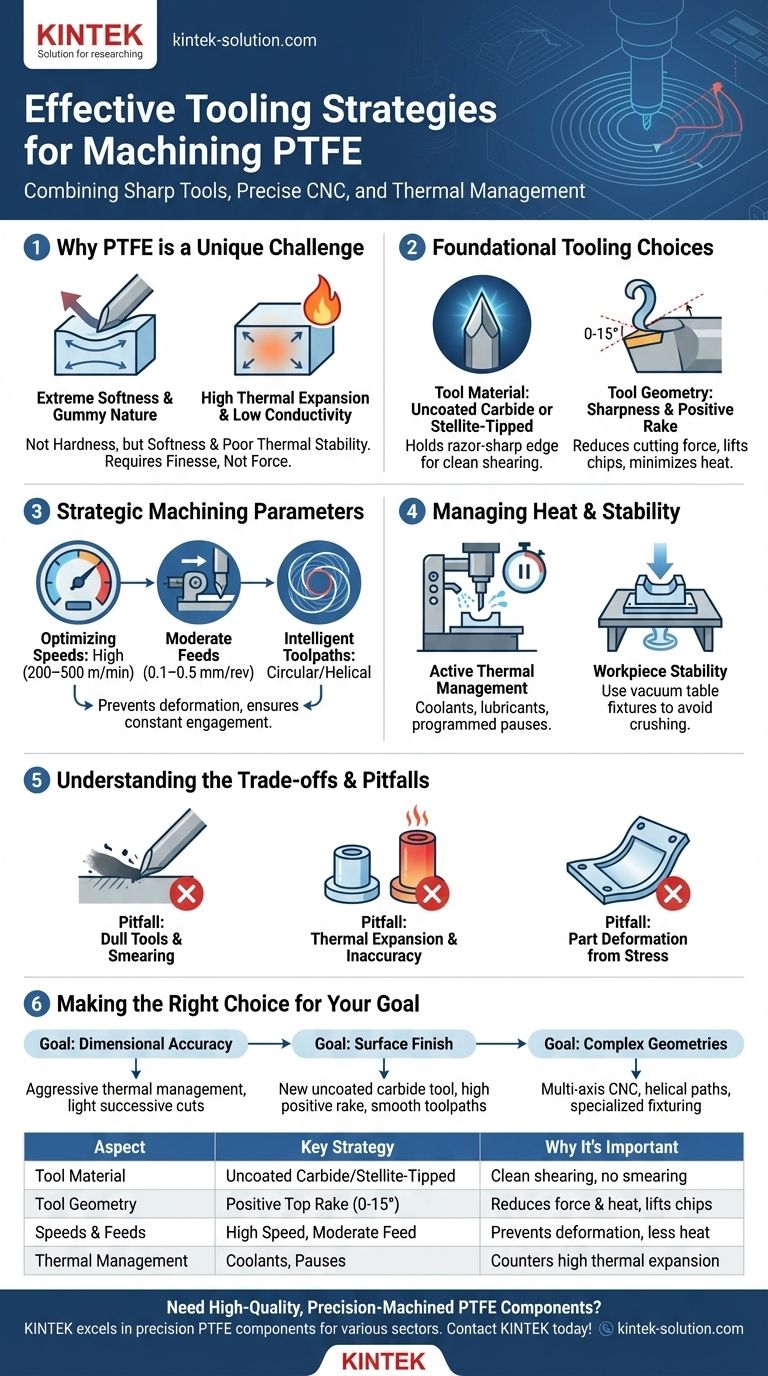
PTFEが特有の加工上の課題をもたらす理由
ポリテトラフルオロエチレン(PTFE)は、正確な機械加工が難しいことで悪名高い特性を持っています。これらの特性を理解することが、適切なツーリングと戦略を選択するための第一歩です。
極度の柔らかさと「ガミー」な性質
PTFEは非常に柔らかいポリマーであり、きれいにせん断されるよりも切削工具から押しやられる傾向があります。鈍い工具や不適切な形状の工具は、材料を塗り広げたり引き裂いたりし、結果として表面仕上げが悪化し、バリが発生します。
高い熱膨張率
この材料は温度変化によって大きく膨張・収縮します。加工中に発生する熱によりワークピースが歪み、冷却後に深刻な寸法誤差が生じる可能性があります。
低い熱伝導率
PTFEは熱をうまく放散しません。刃先で発生する摩擦熱が狭い領域に集中し、熱膨張の問題を悪化させ、材料の完全性を損なう可能性があります。
基本的なツーリングの選択
工具の材質と形状の選択は、成功にとって最も重要な要素です。目標は、材料を「押し出す」のではなく、「せん断する」作用を生み出すことです。
工具材料:コーティングされていない超硬が標準
コーティングされていない超硬工具またはステライトチップ付き工具が推奨されます。これらの工具が持つ、カミソリのように鋭いエッジを保持する能力は、柔らかい材料をきれいに切り裂くために不可欠です。コーティングされた工具は、コーティング自体が素地の刃先ほど鋭くない場合があるため避けてください。
工具形状:鋭さとポジティブなすくい角
ポジティブなすくい角、通常は0度から15度の範囲が極めて重要です。この形状は切削力を低減し、切りくずをワークピースから持ち上げ、過剰な熱を発生させ材料を変形させる「押し出し」効果を最小限に抑えます。
工具のメンテナンス:鋭さは譲れない
PTFEは、超硬工具であっても時間とともに摩耗します。摩耗した工具は直ちに切削圧力と熱を増大させます。性能を維持するために、工具は頻繁に点検し、再研磨または交換する必要があります。
戦略的な加工パラメータと技術
適切な工具を選択したら、次にその使用方法に焦点を移します。CNCプログラミングと機械セットアップは、PTFE特有の課題を管理するために極めて重要です。
速度と送りの最適化
切削速度(通常200〜500 m/min)を高く保ち、工具が材料の変形よりも「先行」するようにします。過剰な圧力の発生や刃先の負荷を防ぐために、中程度の送り速度(0.1〜0.5 mm/rev)と組み合わせます。
インテリジェントな工具経路の役割
可能な限り円形またはヘリカルな工具経路を使用してください。特にフライス加工の場合、これにより工具の接触が一定になり、振動が最小限に抑えられ、より均一な表面仕上げが得られます。応力を低減し、部品が工具からたわむのを防ぐため、薄い部分での全幅切削は避けてください。
熱と安定性の管理
温度を積極的に管理します。クーラントや潤滑剤の使用は役立ちますが、部品を冷却して安定させるためにプログラム内で定期的な一時停止が必要になる場合もあります。さらに、ワークピースの安定性が鍵となります。クランプ圧で部品を押しつぶしたり変形させたりしないよう、バキュームテーブルなどの治具を使用して部品をしっかりと固定します。
トレードオフと落とし穴の理解
PTFE加工の原則を無視すると、予測可能な失敗につながります。これらの一般的な落とし穴を認識することで、正しい戦略の重要性が再確認されます。
落とし穴:鈍い工具と材料のスマearing(塗り広げ)
極端に鋭くない工具を使用すると、PTFEを押し広げることになります。これにより極度の摩擦熱が発生し、材料を切削するのではなく塗り広げ、粗くバリの多い表面仕上げになります。
落とし穴:熱膨張と不正確さ
速度が高すぎたり、切削が重すぎたりすると、部品が加熱されて膨張します。熱い状態で正しい寸法に加工しても、室温まで冷えると寸法不足になります。
落とし穴:応力による部品の変形
積極的な切削や不適切なワーク保持は、材料に応力を導入します。これは、加工中または加工後に薄肉部品が反りやすくなるため、特に問題となります。
目標に合わせた正しい選択
最良の結果を得るために、アプローチを微調整する主要な焦点を選択してください。
- 寸法精度が主な焦点の場合:クーラントやプログラムされた一時停止による積極的な熱管理を優先し、一度に重く削るのではなく、軽くて連続的な切削を行います。
- 表面仕上げが主な焦点の場合:高ポジティブすくい角を持つ新品または研ぎ直したばかりのコーティングされていない超硬工具を使用し、工具経路が滑らかで連続的であることを確認します。
- 複雑な形状の加工が主な焦点の場合:多軸CNCを利用してヘリカル工具経路を可能にし、デリケートな部分への応力を最小限に抑え、歪みなく部品をサポートする特殊な治具を使用します。
PTFEが必要とする繊細さをもって接することで、その課題を乗り越え、一貫してクリーンで正確、高品質なコンポーネントを製造できます。
要約表:
| 側面 | 主要戦略 | 重要性 |
|---|---|---|
| 工具材料 | コーティングされていない超硬またはステライトチップ付き | スマearing(塗り広げ)ではなく、きれいにせん断するためにカミソリのような鋭いエッジを保持する。 |
| 工具形状 | ポジティブなすくい角(0-15°) | 切削力を低減し、熱発生を抑え、切りくずを持ち上げる。 |
| 速度と送り | 高速(200-500 m/min)、中程度の送り(0.1-0.5 mm/rev) | 材料の変形を防ぎ、熱の蓄積を最小限に抑える。 |
| 熱管理 | クーラント、潤滑剤、またはプログラムされた一時停止 | PTFEの高い熱膨張率と低い伝導率に対抗する。 |
高品質で精密に加工されたPTFEコンポーネントが必要ですか?
PTFEを正確な仕様で加工するには、専門的なノウハウと適切なツーリング戦略が必要です。KINTEKは、半導体、医療、ラボ、産業分野向けに、シール、ライナー、カスタムラボウェアを含む精密PTFEコンポーネントの製造に優れています。
当社は、高度なCNC技術と材料科学に関する深い理解を組み合わせ、プロトタイプから大量生産の注文まで、優れた寸法精度と表面仕上げのコンポーネントを提供します。
PTFE加工プロジェクトについて相談し、見積もりを取得するには、今すぐKINTEKにお問い合わせください!
ビジュアルガイド
関連製品
- カスタムPTFEスクレーパーシャベル兼サンプリングスプーン 耐食性・低バックグラウンド・白色フッ素ポリマーツール
- トレース分析用 耐食性三角フッ素樹脂容器 カスタム機械加工PTFE円錐形サンプルセル
- カスタマイズ可能なPTFEスクレーパーとショベル
- カスタム食品用PTFEスクープ 円筒形ケミカルスパチュラ バイオ医薬品用 非汚染マテリアルハンドリングツール
- カスタムPTFE両頭式実験用スパチュラ 耐薬品性 非粘着 ファーマシューティカルグレード フッ素樹脂サンプリングツール



















