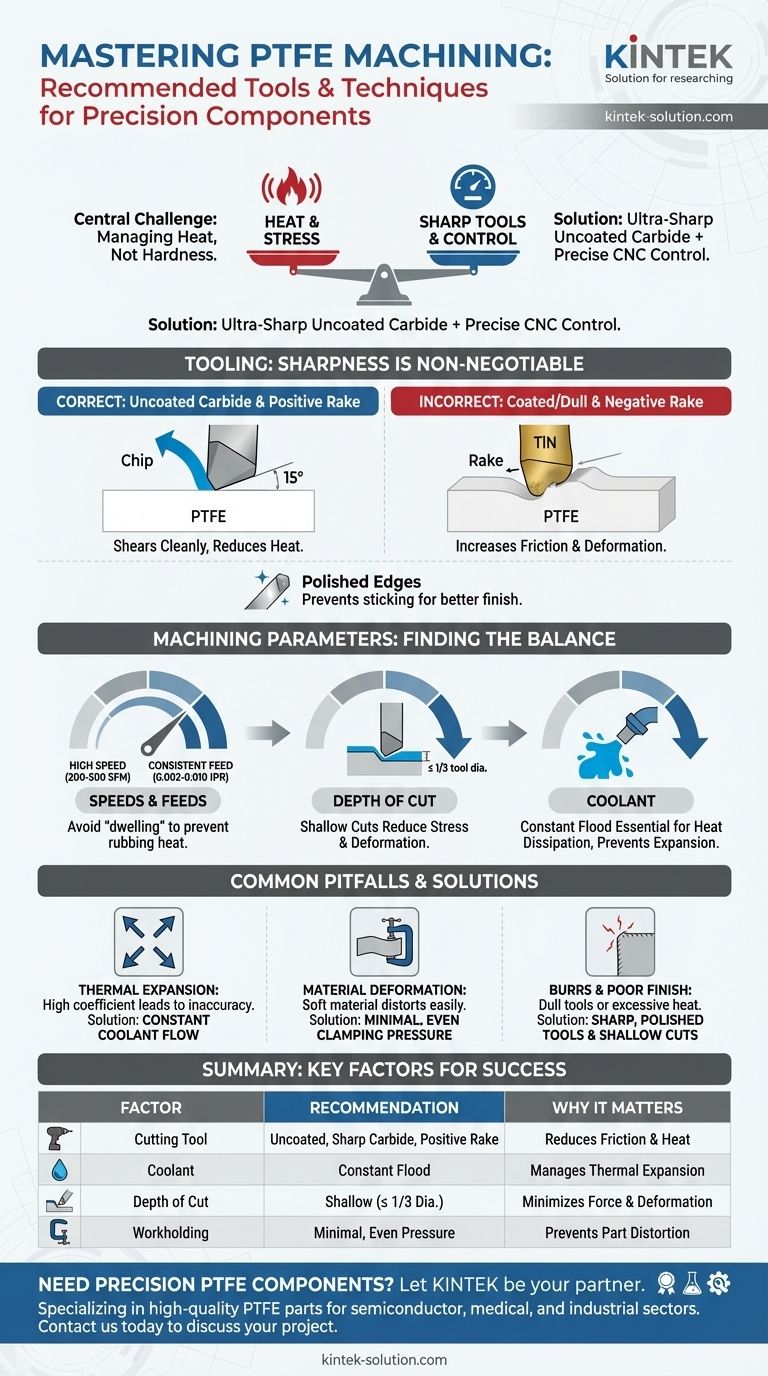
PTFEの加工を成功させるには、極めて鋭利で未コーティングの超硬工具と、正確なCNC制御を組み合わせるアプローチが推奨されます。フライス加工、旋削、穴あけといった主要な技術は、PTFE特有の性質、特に低い融点、高い熱膨張率、圧力下での変形しやすい性質を管理するために適応させる必要があります。
PTFE加工における中心的な課題は材料の硬さではなく、熱と応力の管理です。成功は、鋭利な工具と適切な速度で摩擦熱を最小限に抑えること、そして過度なクランプ力や切削力によって柔らかい材料が変形するのを防ぐことに依存します。
適切な工具の選択:鋭利さは譲れない
切削工具の選択は、PTFEでクリーンで寸法精度の高い結果を得るための最も重要な要素です。目標は、材料を押し引きするのではなく、きれいにせん断することです。
なぜ未コーティング超硬が標準なのか
未コーティングの超硬チップまたはソリッドカーバイド工具が好ましい選択肢です。これらは極めて鋭い刃先を維持できるため、切削力を低減し、PTFEの膨張や変形の原因となる摩擦熱を最小限に抑えます。
金属の場合とは異なり、窒化チタン(TiN)などのコーティングはここでは有害です。これらは摩擦を増大させ、より多くの熱発生と工具先端への材料の堆積を引き起こす可能性があります。
工具形状の決定的な役割
クリーンな切削のためには、適切な工具形状が不可欠です。工具は、通常0度から15度の間のポジティブなすくい角を持つべきです。
この形状は、切りくずをワークピースから持ち上げるせん断作用を生み出します。ニュートラルまたはネガティブなすくい角では、柔らかい材料を「押しつぶしながら」進み、変形、バリ、そして悪い表面仕上げを引き起こします。
研磨された刃先の重要性
高度に研磨された刃先を持つ工具を使用することで、摩擦がさらに低減されます。この単純な特徴は、柔らかいPTFEの切りくずが工具に付着するのを防ぎ、よりクリーンな切削と優れた切りくず排出を保証します。

PTFEの加工パラメーターの習得
機械のパラメーターを制御することは、効率的な材料除去と熱管理のバランスを見つけることです。金属に適した積極的なアプローチは、PTFEでは失敗につながります。
切削速度と送り速度のバランス
PTFEは高い切削速度(毎分200〜500表面フィート)で加工できますが、これには適切な送り速度(1回転あたり0.002〜0.010インチ)を組み合わせる必要があります。
重要なのは、「ドリウェリング」(工具がアクティブに切削せずに一箇所で回転し続ける状態)を避けることです。この摩擦作用は激しい摩擦熱を発生させます。一貫した適度な送り速度は、工具が常に材料を除去し、切りくずとともに熱を運び去ることを保証します。
「浅い切り込み深さ」の原則
切削力と熱を最小限に抑えるために、常に**浅い切り込み深さ**を使用してください。一般的なガイドラインは、1パスあたり工具直径の3分の1を超えないことです。
これにより材料への応力が減少し、柔らかいポリマーでよくある問題である、材料の変形やカッターへの引き込みを防ぎます。
クーラントの必要性
絶え間ない**クーラント**の供給が強く推奨されます。その主な目的は潤滑ではなく、発生した熱をできるだけ速く放散させることです。これにより、加工中にPTFE部品が膨張し、室温に戻ったときに寸法が小さくなるのを防ぎます。クーラントは、PTFE特有の糸状の切りくずを排出するのにも役立ちます。
トレードオフと一般的な落とし穴の理解
PTFEの特性を無視すると、予測可能な問題が発生します。これらの落とし穴を理解することは、トラブルシューティングとプロセス改善のために不可欠です。
熱膨張の問題
PTFEはポリマーの中で最も熱膨張係数が高いものの一つです。摩擦によるわずかな温度上昇でも材料は大きく膨張し、最終部品の寸法精度が狂います。
材料の変形を避ける
PTFEは柔らかいため、容易に変形します。**最小限のクランプ圧力**が不可欠です。万力やチャックを締めすぎると材料が圧縮され、解放されたときに加工部品が公差外に跳ね返ります。圧力を均等に分散するように設計された治具を使用してください。
バリと仕上がりの悪さの課題
悪い表面仕上げとひどいバリは、ほぼ常に、鈍い工具、不適切な工具形状、または過度の熱が原因です。工具を定期的に再研磨し、クリーンなせん断切削を確実にするためにポジティブなすくい角を使用していることを確認してください。
目標に応じた正しい選択
あなたの特定の目的によって、優先するパラメーターが変わってきます。
- もし主な焦点が高度な寸法精度であれば: 熱膨張を何よりも優先して管理するために、一定のクーラント流量と鋭利な未コーティング超硬工具を優先してください。
- もし主な焦点が優れた表面仕上げであれば: ツールマークやバリを防ぐために、非常に浅い切り込み深さ、研磨された工具刃先、一貫した送り速度を重視してください。
- もし主な焦点が材料の無駄を避けることであれば: 最小限で均等に分散されたクランプ圧力を使用して部品の変形を防ぎ、ワーク保持戦略を完璧にしてください。
結局のところ、PTFE加工の成功は、積極的な除去率よりも熱管理と鋭利さを優先し、材料を精密に扱うことに掛かっています。
要約表:
| 主要因 | 推奨事項 | 重要性 |
|---|---|---|
| 切削工具 | ポジティブすくい角を持つ未コーティングの鋭利な超硬材 | 摩擦と熱を低減し、クリーンなせん断切削を保証する |
| クーラント | 絶え間ない供給 | 寸法精度のために熱膨張を管理する |
| 切り込み深さ | 浅い(工具直径の1/3以下) | 切削力を最小限に抑え、材料の変形を防ぐ |
| ワーク保持 | 最小限で均等なクランプ圧力 | スプリングバックによる部品の歪みを防ぐ |
精密加工されたPTFE部品が必要ですか?KINTEKをパートナーに。
PTFEを正確な仕様で加工するには、専門知識と適切なアプローチが必要です。KINTEKでは、半導体、医療、実験室、産業分野向けに、シール、ライナー、カスタムラボウェアを含む高品質のPTFE部品の製造を専門としています。試作品から大量生産の注文まで、寸法精度が高くバリのない部品を製造するために必要な、鋭利な工具、正確なパラメーター、そして慎重な取り扱いの重要なバランスを理解しています。
お客様のプロジェクト要件についてご相談いただき、カスタムPTFE加工の専門知識をご活用いただくために、今すぐお問い合わせください。お問い合わせはこちら →
ビジュアルガイド
関連製品
- カスタムPTFEスクレーパーシャベル兼サンプリングスプーン 耐食性・低バックグラウンド・白色フッ素ポリマーツール
- カスタマイズ可能なPTFEスクレーパーとショベル
- カスタムPTFEダブルヘッドラボスパチュラ スクラッパー ノンスティック 耐腐食性 化学薬品取り扱いツール
- カスタムPTFE両頭式実験用スパチュラ 耐薬品性 非粘着 ファーマシューティカルグレード フッ素樹脂サンプリングツール
- カスタム食品用PTFEスクープ 円筒形ケミカルスパチュラ バイオ医薬品用 非汚染マテリアルハンドリングツール



















